Die Tabelle 31, Tabelle 32 und Tabelle 33 stellen jeweils die individuellen Daten zur Ermittlung der Kostenstruktur für die Verfahren Vakuumseparator, Pressschneckenseparator und Dekanterzentrifuge dar.
Tabelle 31: Datenübersicht Vakuumseparator für einen Durchsatz von 20.000 m³/a.
Parameter
Wert
Einheit
Jahresdurchsatz
20.000
m³/a
Durchsatz
6,0
m³/h
Reduktion Lagerraum
30
%
Laufzeit
3.333
h/a
Investitionskosten
60.000
€
Bedarf an elektrischer Energie
1
kWh/m³
Wasserbedarf (Spülung)
2
L/m³ Gärprodukt
Laufzeit Siebe/Abstreiflippen
2.000 / 500
h
Arbeitskraft
50
h/a
Abschreibungsdauer
5
a
Tabelle 32: Datenübersicht Pressschneckenseparator für einen Durchsatz von 20.000 m³/a.
Parameter
Wert
Einheit
Jahresdurchsatz
20.000
m³/a
Durchsatz
11
m³/h
Reduktion Lagerraum
10
%
Laufzeit
1.818
h/a
Investitionskosten (inkl. Ablaufpumpe)
28.000
€
Bedarf an elektrischer Energie
1,11
kWh/m³
Laufzeit Siebe / Schnecke
1.800 / 5.400
h
Arbeitskraft
50
h/a
Abschreibungsdauer
5
a
Parameter
Wert
Einheit
Tabelle 33: Datenübersicht Dekanterzentrifuge für einen Durchsatz von 20.000 m³/a.
Parameter
Wert
Einheit
Jahresdurchsatz
20.000
m³/a
Durchsatz
30
m³/h
Reduktion Lagerraum
27
%
Laufzeit
667
h/a
Investitionskosten
300.000
€
Bedarf an elektrischer Energie
6,0
kWh/m³
Wartungskosten
15.000
€/a
Arbeitskraft
100
h/a
Abschreibungsdauer
10
a
Analog zu den Verfahren zur Fest-Flüssig-Trennung werden im Folgenden die chemisch-physikalisch wirkenden Verfahren zur Reduktion der Stickstofffracht hinsichtlich der individuellen Kostenpositionen in Tabelle 34, Tabelle 35, Tabelle 36 und Tabelle 37 dargestellt.
Tabelle 34: Datenübersicht Vakuumverdampfung (Biogastechnik Süd) für einen Durchsatz von 20.000 m³/a und 43.877m³/a mit mechanischer Brüdenverdichtung
Parameter
Wert
Einheit
Jahresdurchsatz
20.000
43.877
m³/a
Durchsatz
2,4
5,2
m³/h
Reduktion Lagerraum
48
23
%
Laufzeit
8.410
8.410
h/a
Investitionskosten (inkl. Hoch- und Tiefbau, ASL-Lager, Säuretanks)
1.151.319
1.609.111
€
Bedarf an elektrischer Energie
126.144
630.000
kWh/a
Bedarf an thermischer Energie
4.204.800
504.576
kWh/a
Schwefelsäurebedarf (75%)
286
522
t/a
Wartungskosten
25.006
30.402
€/a
Entsorgungskosten Kondensat
0,5
0,5
€/t
Arbeitskraft
150
150
h/a
Abschreibungsdauer
10 (Technik), 15 (Infrastruktur)
10 (Technik), 15 (Infrastruktur)
a
Tabelle 35: Datenübersicht Vakuumverdampfung (MKR) für einen Durchsatz von 36.000 m³/a.
Parameter
Wert
Einheit
Jahresdurchsatz
36.000
m³/a
Durchsatz
4,5
m³/h
Laufzeit
8.000
h/a
Reduktion Lagerraum
51
%
Investitionskosten (inkl. Hoch- und Tiefbau, ASL-Lager, Säuretanks)
1.848.000
€
Bedarf an elektrischer Energie
280.000
kWh/a
Bedarf an thermischer Energie
3.824.000
kWh/a
Schwefelsäurebedarf (75%)
365
t/a
Wartungskosten
33.000
€/a
Sonstige Betriebskosten
5.520
€/a
Entsorgungskosten Kondensat
0,5
€/t
Arbeitskraft
131
h/a
Abschreibungsdauer
10 (Technik), 15 (Infrastruktur)
a
Tabelle 36: Datenübersicht Luftstrippung für einen Durchsatz von 20.000 m³/a.
Parameter
Wert
Einheit
Jahresdurchsatz
20.000
m³/a
Durchsatz
2,5
m³/h
Laufzeit
8.000
h/a
Investitionskosten (inkl. Hoch- und Tiefbau, ASL-Lager, Lauge-/Säuretanks)
1.171.754
€
Bedarf an elektrischer Energie
234.181
kWh/a
Bedarf an thermischer Energie
348.947
kWh/a
Schwefelsäurebedarf (75%)
64
t/a
Natronlaugebedarf (20%)
143
t/a
Wartungskosten
24.000
€/a
Arbeitskraft
150
h/a
Abschreibungsdauer
10 (Technik), 15 (Infrastruktur)
a
Tabelle 37: Datenübersicht fraktionierte Eindampfung für einen Durchsatz von 20.000 m³/a.
Parameter
Wert
Einheit
Jahresdurchsatz
20.000
m³/a
Durchsatz
2,5
m³/h
Laufzeit
8.000
h/a
Investitionskosten (inkl. Hoch- und Tiefbau, ASL-Lager, Lauge-/Säu-retanks)
1.800.000
€
Bedarf an elektrischer Energie
170.000
kWh/a
Bedarf an thermischer Energie
4.834.600
kWh/a
Schwefelsäurebedarf (75%)
64
t/a
Natronlaugebedarf (20%)
143
t/a
Wartungskosten
24.750
€/a
Arbeitskraft
150
h/a
Abschreibungsdauer
10 (Technik), 15 (Infrastruktur)
a
Gleichzeitig ergibt sich ein potentieller Erlös aus den bereitgestellten Produktphasen sowie Einsparungseffekte durch einen reduzierten Bedarf an Lagerraum. Hinsichtlich der Erlöse für die Bereitstellung der Produktfraktionen wurde der Nährstoffwert ausgehend von aktuellen Preisen und dem Kalkäquivalenteffekt (Kalkwert; mit 0,06 €/kg CaO), welche in Tabelle 38 dargestellt sind, ermittelt.
Tabelle 38: Berechnung der Reinnährstoffkosten unter Berücksichtigung des Kalkausgleichs nach Brings 2006
Art
Dünger
Kalkwert
Preis (€/dt)
Gesamtpreis (€/dt)
N
Kalkammonsalpeter
–16
37,00
37,96
N
Ammoniumnitrat-Harnstoff-Lösung
–30
31,88
33,68
N
Harnstoff
–46
49,75
52,5
N
Ammonsulfatsalpeter
–51
38,00
41,06
N
Schwefelsaures Ammoniak
–63
30,00
33,78
P
Triplephosphat
–3
53,80
53,98
K
Kornkali
0
31,00
31,00
Daraus ergibt sich ein Reinnährstoffwert von 1,22 €/kg für Stickstoff, 1,20 €/kg für Phosphor (P2O5) und 0,12 €/kg für Kalium (K2O). Für die Schwefel-Komponente in ASL wurde ein Erlös von 0,3 €/t angenommen. Die Berechnungen zum Erlös wurden einerseits unter der Annahme durchgeführt, dass 25% des Nährstoffwerts für Separationsprodukte erzielt werden können, was der aktuellen Marktsituation entspricht. Andererseits wurde der volle Nährstoffwert auf der Erlösseite dargestellt, um das Potential aufzuzeigen. In Bezug auf die Produktion von ASL wurde der volle Nährstoffwert als Erlös unterstellt.
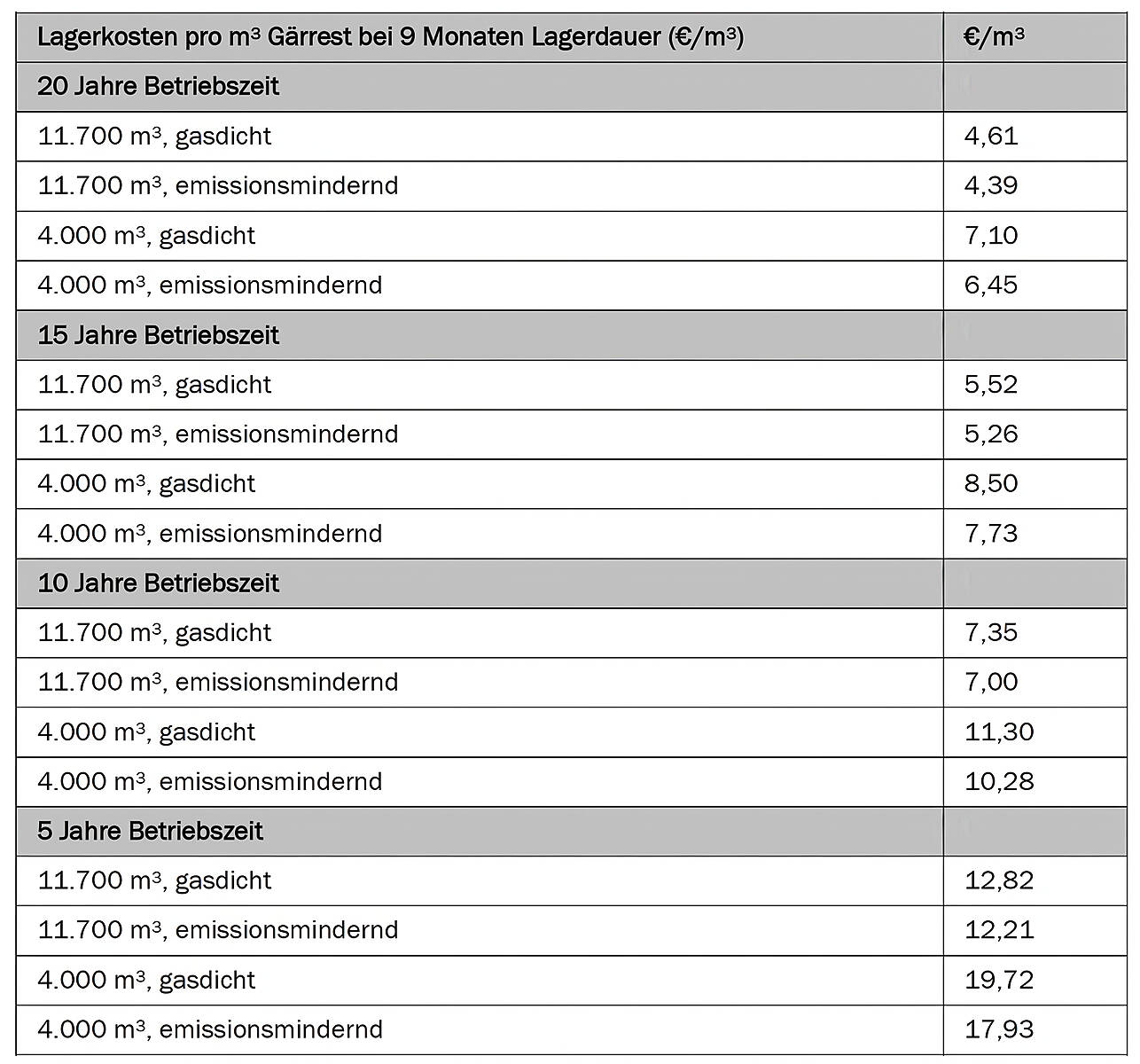
Hinsichtlich der Einsparungen für den Lagerraum wurden zwei verschiedene Größen von gasdicht abgedeckten Gärproduktlagern angefragt. Die Kosten für ein Gärproduktlager mit einem (netto) Volumen von 11.700 m³ betragen insgesamt 873.333 €. Darin enthalten ist die Lieferung der entsprechend vorgefertigten Behälterelemente, Erdarbeiten, Fundamenterdung, Leckageerkennungsdrainage, gasdichtes Dach, Rohranschlüsse und Flansche und vier Tauchmotorrührwerke. Analog dazu betragen die Kosten für ein Gärproduktlager mit einem Volumen von 4.000 m³ etwa 440.000,00 €. Zur Bestimmung der Zinskosten (Kalkulationszins: 4%) wurde ein Abschreibungszeitraum von 15 Jahren gewählt. Dieser orientiert sich an einer zurzeit absehbaren Restlaufzeit von Bestandsbiogasanlagen und einer zweiten Förderperiode im Rahmen der EEG-Ausschreibung. Insgesamt ergeben sich unter Berücksichtigung einer Lagerdauer von 9 Monaten Kosten in Höhe von 5,52 €/m³–7,73 €/m³. Diese Spannbreite ist auf die Skaleneffekte zurückzuführen, welche bei größeren Gärproduktlagern zum Tragen kommen. Zur passgenauen Skalierung im vorliegenden Wertebereich (4.000–11.700 m³) wurde eine lineare Kostenfunktion gebildet, um die Höhe der Einsparungen an der Biogasanlage durch die Gärproduktaufbereitung zu ermitteln.
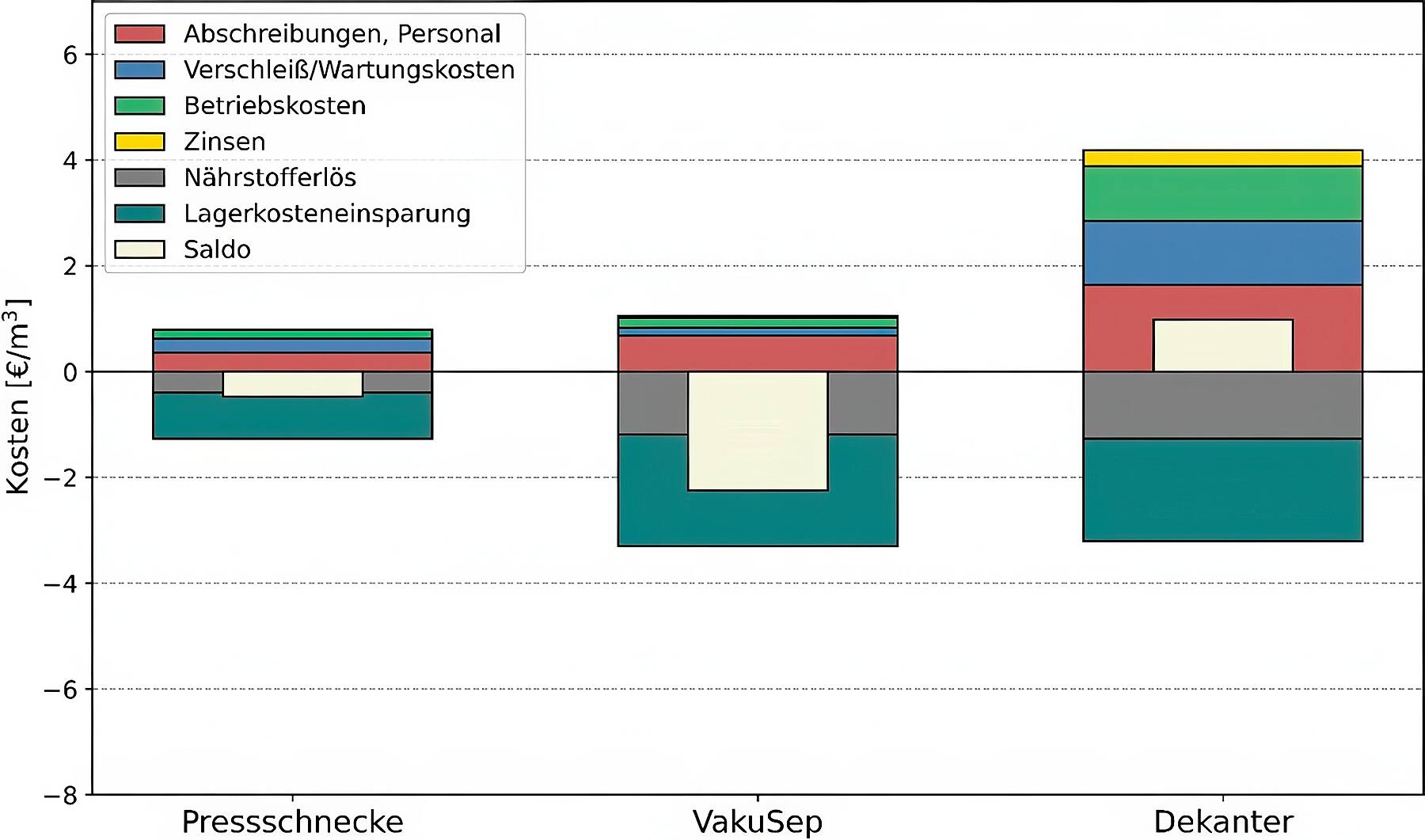
Abbildung 166: Vergleich der entstehenden Kosten, Nährstofferlöse und Wert der Lagerraumeinsparung für mechanische Aufbereitungstechniken.Die Ergebnisse zu den entstehenden Kosten, Nährstofferlösen und Lagerkosteneinsparung sind in Abbildung 166 für die mechanischen Aufbereitungstechniken ersichtlich und zeigen die spezifischen Werte für die einzelnen mechanischen Verfahren pro Kubikmeter Gärprodukt (unbehandelt). Beim Vergleich der Investitionskosten zeigt sich, dass die Pressschnecke mit ca. 28.000 € die günstigste Variante darstellt, im Gegensatz zum VakuSep und dem Dekanter, deren Anschaffungskosten bei ca. 60.000 € bzw. ca. 300.000 € liegen. Bei einer Abschreibungsdauer von 10 Jahren entstehen dementsprechend für die Pressschnecke die geringsten Abschreibungs- und Personalkosten mit 0,39 €/m³ Gärprodukt. Auch die Betriebsmittelkosten liegen mit 0,18 €/m³ für die Pressschnecke und 0,19 €/m³ für den VakuSep auf einem geringen Niveau. Im Vergleich dazu belaufen sich die Betriebskosten für den Dekanter, resultierend aus dem erhöhten Bedarf an elektrischer Energie (etwa 6 kWh/m3 behandeltem Gärprodukt), auf 1,04 €/m³. Die Verschleiß- und Wartungskosten sind im Vergleich zu den anderen beiden mechanischen Verfahren ebenso erhöht für den Dekanter und liegen bei 1,20 €/m³. Dies ist auf die hohe Drehzahl der Schnecke und Trommel zurückzuführen, die einen erhöhten Verschleiß und Wartungsaufwand der Anlage begünstigen. Für die Pressschnecke und den VakuSep konnten Wartungs- und Verschleiß-kosten von 0,26 €/m³ bzw. 0,16 €/m³ identifiziert werden. Hinsichtlich der Nährstofferlöse, die auf der Grundlage der Phosphor-, Stickstoff- und Kaliumkonzentrationen im entstehenden Feststoff berechnet wurden, erzielt der Dekanter einen Nährstofferlös von 1,27 €/m³, während der VakuSep auf 1,19 €/m³ und die Pressschnecke auf 0,40 €/m³ kommen.
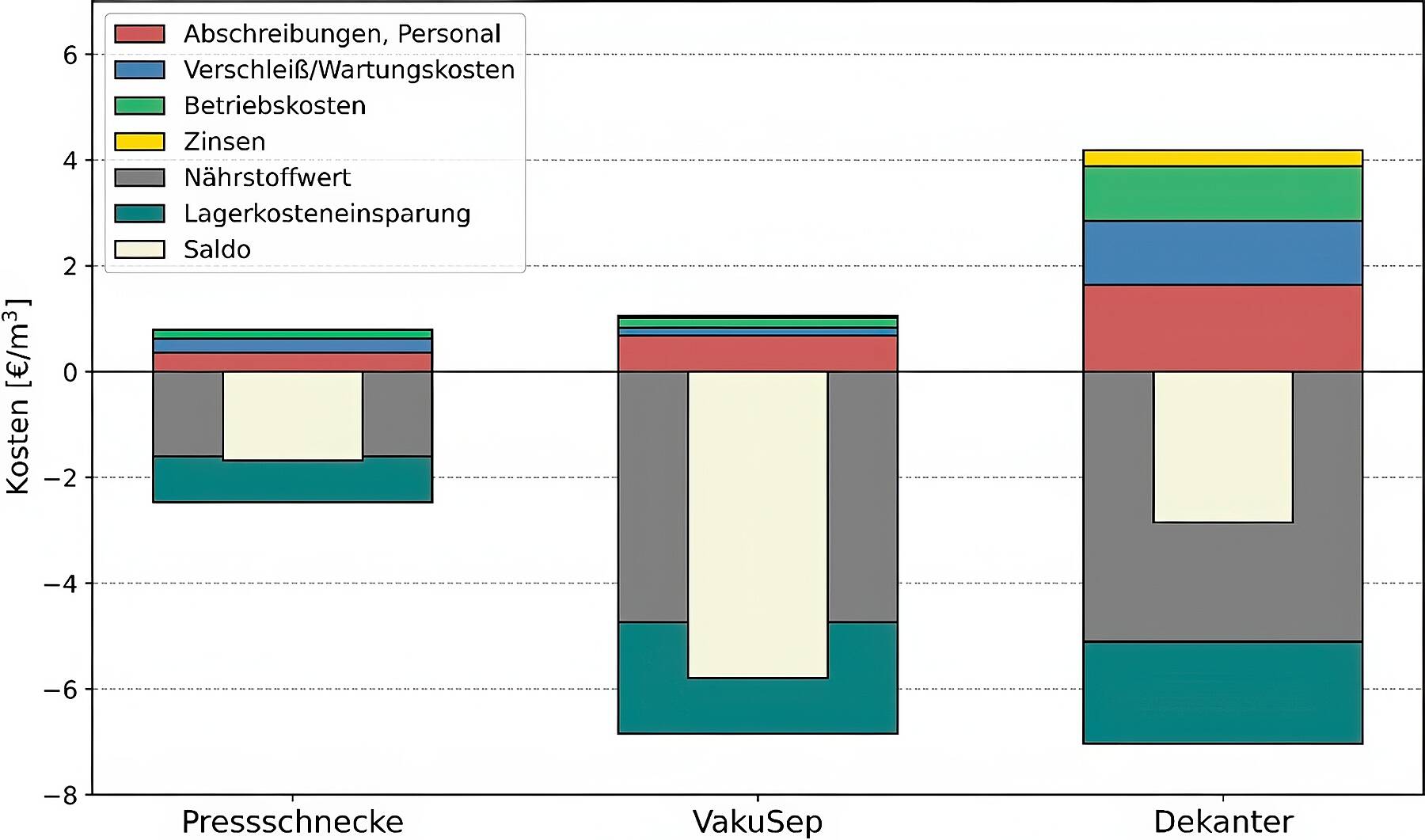
Abbildung 167: Vergleich der entstehenden Kosten, Nährstoffwert und Wert der Lagerraumeinsparung für mechanische Aufbereitungstechniken. Ebenso wie die Vakuumverdampfung und fraktionierte Eindampfung ermöglichen die Separationsverfahren eine Reduktion des Gärproduktvolumens, was zu Lagerkosteneinsparungen führt. Mit 2,11 €/m³ Gärprodukt verzeichnet der VakuSep die höchste Lagerkosteneinsparung. Darauf folgen der Dekanter, der Einsparungen an Lagervolumen von 1,94 €/m³ und die Pressschnecke, die Einsparungen an Lagerkosten in Höhe von 0,87 €/m³ erzielen. Berechnet man den Saldo der jeweiligen Kosten, Nährstofferlöse und Lagerkosteneinsparung zeigt sich, dass der VakuSep einen Saldo von –2,24 €/m³ Gärprodukt verzeichnet. Einen etwas geringerer negativer Saldo von - 0,48€/m³ aufbereiteter Frischmasse kann für die Pressschnecke festgestellt werden. Der Dekanter besitzt einen positiven Saldo, der bei 0,98 €/m³ liegt und verursacht im Betrieb damit effektiv Kosten.
Abweichend zur vorherigen Darstellung zeigt Abbildung 167 die kalkulierten Kosten, Nährstoffwerte und Lagerkosteneinsparung für die mechanischen Aufbereitungsverfahren. Hier wurden demnach die vollen Nährstoffwerte für Phosphor, Stickstoff und Kalium, ohne Verwendung eines Abschlages, einbezogen. Im Vergleich zur Verwendung des Nährstofferlöses, kann hier auch für den Dekanter ein negativer Saldo und dementsprechend ein Gewinn von 2,85 €/m³ konstatiert werden. Auch der VakuSep und die Pressschnecke weisen bei der dieser Betrachtungsweise deutlich negative Salden auf. Hier können Gewinne in Höhe von 5,80 €/m³ für den VakuSep und 1,68 €/m³ für die Pressschnecke ermittelt werden.
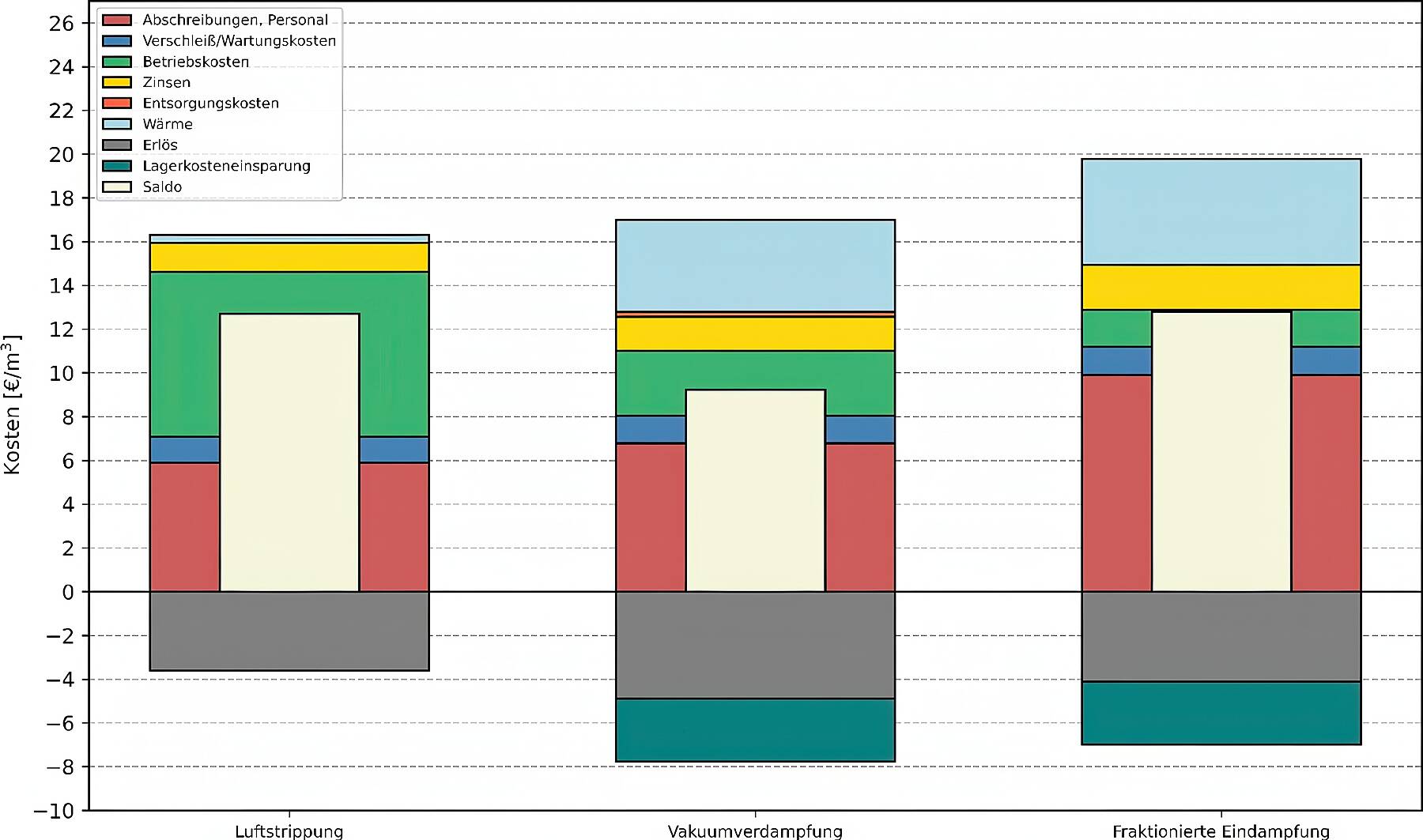
Abbildung 168: Vergleich der entstehenden Kosten (inkl. Opportunitätskosten Wärme), Nährstofferlöse und Wert der Lagerraumeinsparung für chemisch- physikalische Aufbereitungstechniken.Nachfolgend zur Fest-Flüssig-Trennung besteht die Möglichkeit einer weitergehenden Behandlung der Flüssigphase. Abbildung 168 zeigt die entsprechenden Werte für die chemisch-physikalischen Techniken pro Kubikmeter unbehandeltem Gärprodukt. Zusätzlich wurden die Kosten für Verschleiß und Wartung, die durchschnittlichen jährlichen Zinsen, die Entsorgungskosten für das Kondensat, die Abschreibungen sowie die Personalkosten pro Kubikmeter Gärprodukt berechnet. Die Luftstrippung hat mit ca. 1,2 Mio. € im Vergleich zur Vakuumverdampfung und der fraktionierten Eindampfung die geringsten Investitionskosten. Aus diesem Grund wurden für die Luftstrippung bei Annahme einer Abschreibungsdauer von 10 Jahren die geringsten Abschreibungs- und Personalkosten (5,90 €/m3) ermittelt. Hinsichtlich der Betriebskosten ist zu vermerken, dass der hohe Natronlaugenverbrauch der Luftstrippung im Vergleich zu den anderen beiden betrachteten chemisch-physikalisch wirkenden Aufbereitungstechniken deutlich erhöhte Kosten für Betriebsmittel in Höhe von 7,54 €/m3 aufweist. Für die Vakuumverdampfung können Betriebskosten von 2,99 €/m3 Gärprodukt berechnet werden. Diese setzen sich aus Kosten für die verwendete Schwefelsäure zur Herstellung der ASL und den Stromkosten zusammen. Die fraktionierte Eindampfung zeigt Betriebskosten in Höhe von 1,70 €/m3, die sich vornehmlich aus den Stromkosten resultieren. Die Verschleiß- und Wartungskosten sind für die in Abbildung 168 dargestellten Verfahren auf einem ähnlich hohen Niveau und reichen von 1,20 €/m3 für die Luftstrippung über 1,25 €/m3 für die Vakuumverdampfung bis zu 1,32 €/m3 für die fraktionierte Eindampfung. In Bezug auf die benötigte Wärme können Kosten von 0,35 €/m3 für die Luftstrippung, 4,20 €/m3 für die Vakuumverdampfung und 4,83 €/m3 für die fraktionierte Eindampfung ermittelt werden. Neben den Kosten der Verfahrenstechniken wurden die Nährstofferlöse für die entstehenden Produkte ermittelt. Hierbei wurde der Nährstoffwert für Stickstoff und Schwefel bzw. in der Industrie anwendbares Ammoniakwasser als Grundlage zur Berechnung der Nährstofferlöse verwendet. Der berechnete Nährstofferlös beträgt für die beiden ASL-produzierenden Verfahrenstechniken 3,60 €/m3 Gärprodukt (Luftstrippung) und 4.89 €/m3 Gärprodukt (Vakuumverdampfung). Für die fraktionierte Eindampfung kann ein Erlös von 4,12 €/m3 Gärprodukt bestimmt werden. Vakuumverdampfung und fraktionierte Eindampfung ermöglichen zudem eine erhebliche Volumenreduktion des Gärproduktstroms, wodurch Lagerkosten eingespart werden können. Sowohl Vakuumverdampfung als auch fraktionierte Eindampfung verzeichnen eine Lagerkosteneinsparung von 2,88 €/m3, die sich positiv auf den Saldo der entsprechenden Technik auswirkt.
Berücksichtigt man die Opportunitätskosten für Wärme kann demnach festgestellt werden, dass unter den erprobten chemisch-physikalischen Aufbereitungsverfahren, die Luftstrippung, für die hier verwendete Einstellung (pH 9,5 und 50 °C), mit einem Saldo von 12,71 €/m3 Gärprodukt die höchsten Kosten aufweist. Für die Vakuumverdampfung bzw. die fraktionierte Eindampfung können Saldos von 9,23 €/m3 Gärprodukt bzw. 12,79 €/m3 Gärprodukt konstatiert werden.
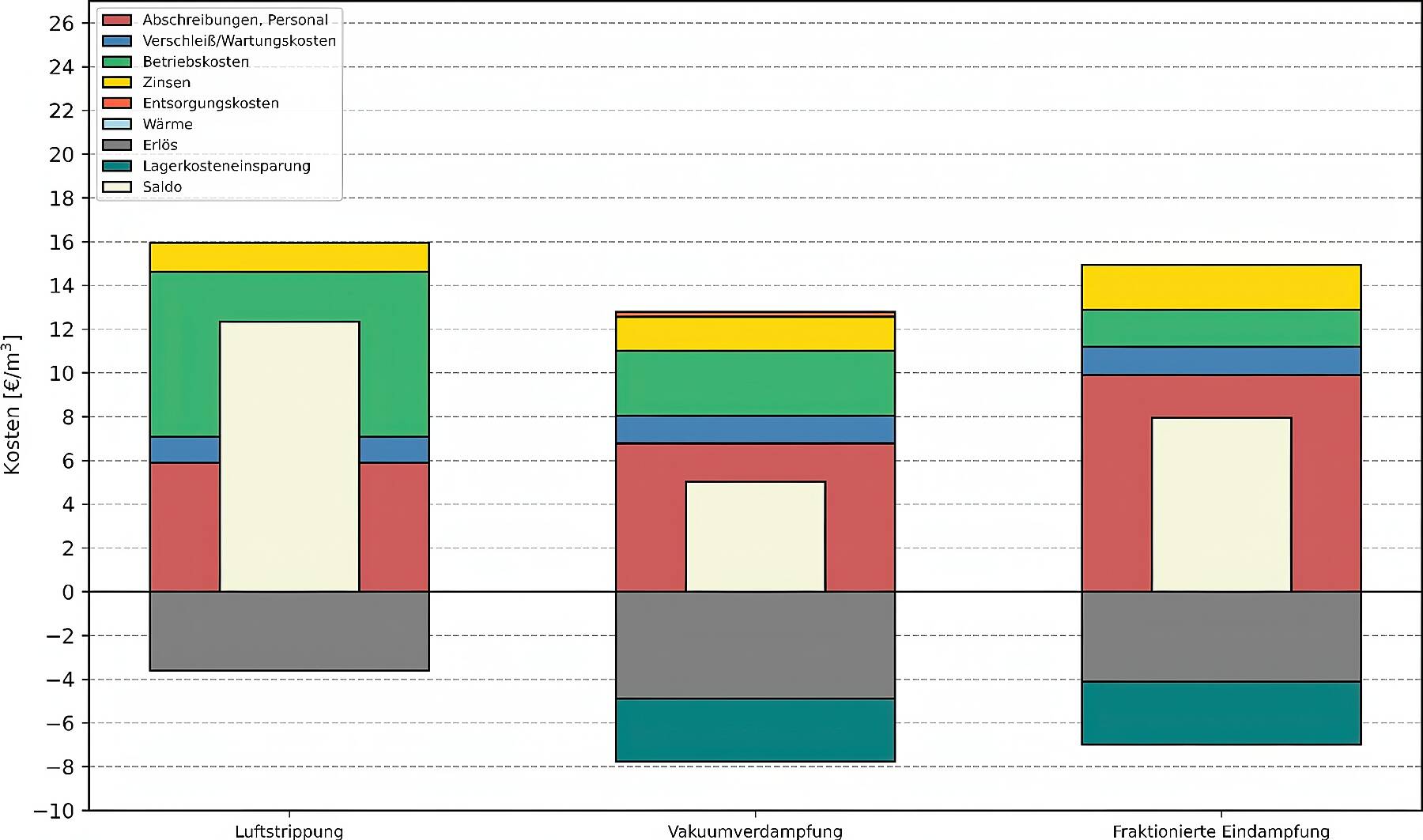
Abbildung 169: Vergleich der entstehenden Kosten (exkl. Opportunitätskosten Wärme), Nährstofferlöse und Wert der Lagerraumeinsparung für chemisch- physikalische Aufbereitungstechniken.Darüber hinaus sind die Saldos ohne Einbezug der Opportunitätskosten für Wärme berechnet worden. Die Ergebnisse sind in Abbildung 169 dargestellt. Es ist ersichtlich, dass der Saldo für die Luftstrippung geringfügig abnimmt. Grund dafür ist der geringe Wärmebedarf, was zu ebenso geringen Wärmekosten von 0,35 €/m3 führt. Die Vakuumverdampfung und fraktionierte Eindampfung führen hingegen zu Wärmekosten von 4,20 €/m3 bzw. 4,83 €/m3, sodass hier eine entsprechende Reduzierung der Saldos auf 5,02 €/m3 für die Vakuumverdampfung und 7,95 €/m3 für die fraktionierte Eindampfung zu erkennen ist.
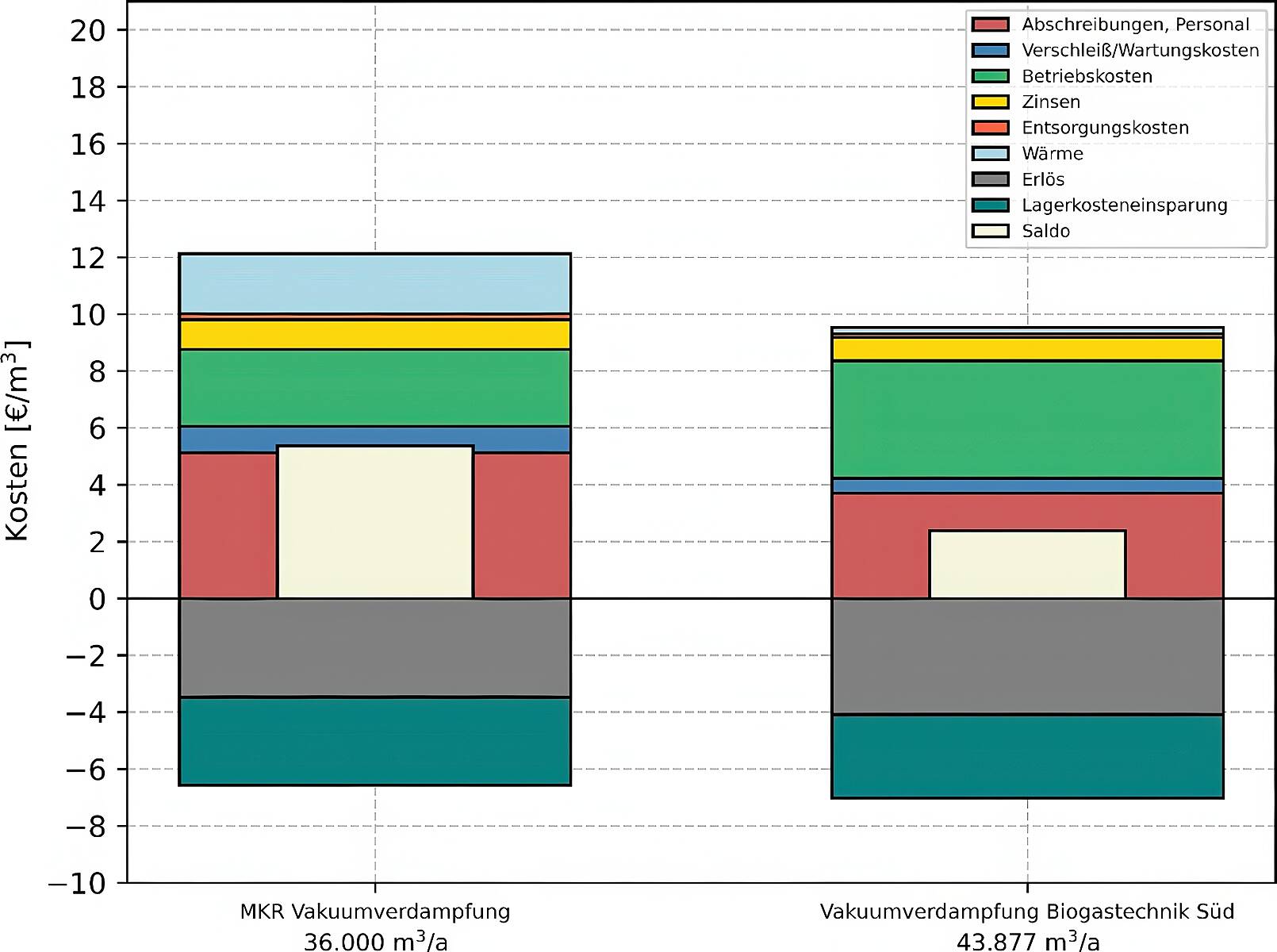
Im Rahmen der obigen Betrachtung wurden die Anlagen auf eine jährliche Gärproduktmenge von 20.000 m³ ausgelegt. Wählt man jedoch größere Anlagen, die deutlich höhere Volumenströme pro Jahr behandeln, reduzieren sich aufgrund der Skaleneffekte die Kosten pro behandeltem m3 Gärprodukt. Dies lässt sich in Abbildung 170 erkennen, in der ebenso die Kosten, Erlöse durch Verkauf der ASL und die Lagerkosteneinsparung für zwei verschiedene Anlagengrößen dargelegt sind. Hier betrachtet wurden die MKR Vakuumverdampfung mit 36.000 m3/a und die Biogastechnik Süd Anlage mit 43.877 m3/a. Die Abschreibungs- und Personalkosten verteilen sich auf die höhere Inputmenge an Gärprodukt, sodass im Vergleich zu der Anlage mit 20.000 m3/a geringere Abschreibungs- und Personalkosten von 5,13 €/m³ für die MKR Vakuumverdampfung und 3.70 €/m³ für die Biogastechnik Süd Vakuumverdampfung berechnet werden können. Die Betriebskosten für die Vakuumverdampfung der Fa. Biogastechnik Süd liegen mit 4,13 €/m³ deutlich höher als bei der kleineren Anlage mit einer Kapazität von 20.000 m³/a. Dies ist darauf zurückzuführen, dass die größere Anlage von Biogastechnik Süd (43.877 m³/a) mit einer mechanischen Brüdenverdichtung ausgestattet ist. Diese Technologie führt zu einem erhöhten Stromverbrauch, ermöglicht jedoch gleichzeitig eine signifikante Reduktion des Wärmebedarfs. Die mechanische Brüdenverdichtung funktioniert nach folgendem Prinzip: Der durch die Verdampfung entstehende Wasserdampf (Brüden) wird nicht ungenutzt abgeleitet, sondern mithilfe eines Verdichters auf ein höheres Druck- und Temperaturniveau gebracht. Dadurch kann der Brüden als Wärmequelle für den Verdampfungsprozess selbst genutzt werden, anstatt eine zusätzliche externe Wärmezufuhr bereitzustellen. Dies führt zu einer erheblichen Einsparung an Primärenergie und reduziert die benötigte externe Wärmeversorgung. Ein Vergleich der Wärmekosten zeigt diesen Vorteil deutlich. Die MKR Vakuumverdampfung verbraucht jährlich 3.824.000 kWh Wärmeenergie, was Wärmekosten von 2,12 €/m³ Gärprodukt entspricht. Im Vergleich dazu benötigt die Vakuumverdampfung der Fa. Biogastechnik Süd mit mechanischer Brüdenverdichtung 504.576 kWh/a an Wärmeenergie. Dies senkt die Wärmekosten auf 0,23 €/m³ behandeltem Gärprodukt. Durch den Einsatz der mechanischen Brüdenverdichtung wird also eine deutliche Reduktion des externen Wärmebedarfs erreicht, was insbesondere einen wirtschaftlichen Vorteil darstellt, wenn lokale Absatzmärkte für die anfallende Wärme (Wärmenetze, Versorgung von Industrieunternehmen o. ä.) vorhanden sind und bedient werden. Allerdings muss dieser Vorteil gegen die erhöhten Stromkosten der Verdichtung abgewogen werden. Bei der Betrachtung der Verschleiß- und Wartungskosten sowie der Abschreibungen und Personalkosten zeigt sich eine Kostenreduktion pro Kubikmeter Gärprodukt. Diese liegen für die beiden Anlagen auf einem niedrigen Niveau: 0,92 €/m³ bei der MKR Vakuumverdampfung und 0,53 €/m³ bei der Biogastechnik Süd Vakuumverdampfung.
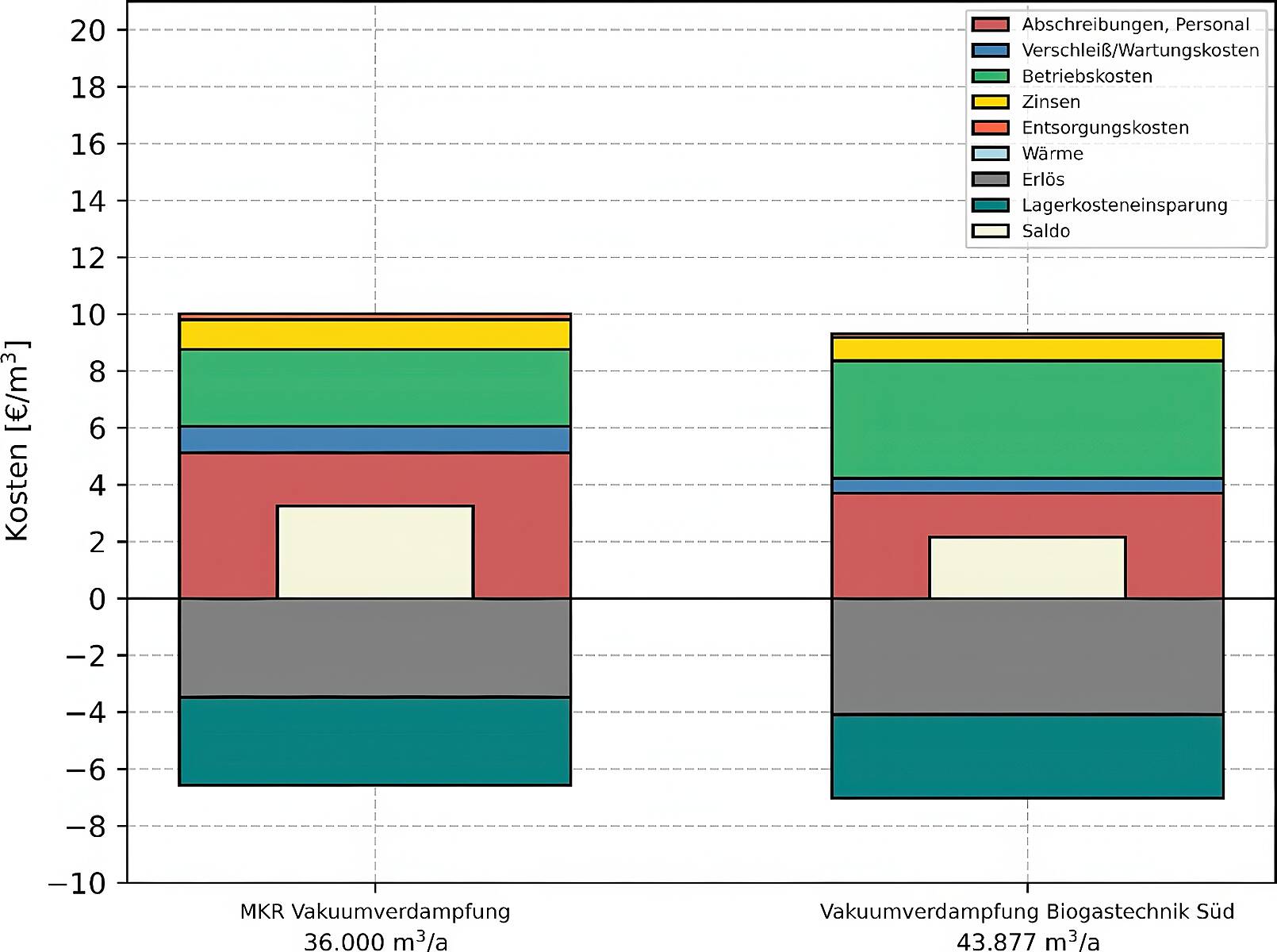
Abbildung 171 verdeutlicht die Kosten, Erlöse und Lagerkosteneinsparung und die daraus resultierenden Saldos ohne Einbezug der Wärmekosten. Es kann ein Saldo von 3,65 €/m³ für die MKR Vakuumverdampfung und 2,28 €/m³ für die Vakuumverdampfung der Biogastechnik Süd festgestellt werden.
Zwischenfazit zur ökonomischen Betrachtung
Im Rahmen des Projekts wurden umfassende Daten zur Kostenstruktur und zum Erlöspotential bei unterschiedlichen Verfahren auf Grundlage einer vergleichbaren Gärproduktmenge und harmonisierten Annahmen ermittelt. Diese Daten bilden die Grundlage für die Bewertung verschiedener chemisch-physikalischer und mechanischer Aufbereitungstechniken. Die analysierten Kostenfaktoren umfassen Verschleiß- und Wartungskosten, Abschreibungen, Personalkosten, Betriebskosten sowie Wärmekosten. Darüber hinaus wurden Nährstofferlöse und Lagerkosteneinsparungen berücksichtigt. Die Luftstrippung verursacht insgesamt die höchsten Kosten, während die Vakuumverdampfung und fraktionierte Eindampfung kostengünstigere Alternativen mit höherem Erlöspotential darstellen. In der Kostenanalyse wurde deutlich, dass Skaleneffekte insbesondere bei verfahrenstechnisch komplexen Anlagen in Form von Kosteneinsparungen pro m³ behandeltem Material zum Tragen kommen. Skaleneffekte spielen somit eine bedeutende Rolle, insbesondere bei der Vakuumverdampfung, wo sie zu einem deutlichen Rückgang der spezifischen Kosten führen können, wenn größere Volumenströme behandelt werden. Mechanische Verfahren schneiden im Vergleich zu chemisch-physikalischen Verfahren durchweg vorteilhafter ab, was die Kosten betrifft. Sie bieten niedrigere Betriebskosten und profitieren gleichzeitig von Lagerkosteneinsparungen und Nährstofferlösen, obgleich diese nicht so hoch wie bei chemisch-physikalischen Verfahren ausfallen. Mechanische Verfahren wie der VakuSep und die Pressschnecke können unter bestimmten Bedingungen sogar profitable Ergebnisse erzielen. Langfristig könnte die Integration zusätzlicher Technologien wie der mechanischen Brüdenverdichtung weitere Optimierungen ermöglichen, indem Wirtschaftlichkeit der Anlagen verbessert und gleichzeitig das Emissionspotential bzw. die Stickstoffverluste reduziert werden.
Lagerungskosteneffekte
Unter gleichbleibenden Bedingungen ist es ökonomisch v. a. interessant, Transportkosten bzw. Kosten für die Abgabe von Gärresten (z. B. an eine Nährstoffbörse) oder hohe Pachten für zusätzlich benötigte Ausbringflächen zu vermeiden. Bei gleichbleibenden Bedingungen kann davon ausgegangen werden, dass jede Biogasanlage über ausreichende Lagerkapazität verfügt, soweit nicht aus Gründen der Lagerkapazität auf Substratkonzentrate oder Energiepflanzen (z. B. CCM an Stelle von Silomais) zurückgegriffen wird.
Aus verschiedenen Gründen macht es jedoch Sinn, auch Änderungen des Substratinputs zu betrachten. Vor allem das Ersetzen von Hauptfrucht-Energiepflanzen durch Wirtschaftsdünger und/oder pflanzenbauliche Nebenprodukte (z. B. Maisstroh) ist aus vielen Gründen sinnvoll. So wird durch Nutzung solcher bisher ungenutzter Stoffströme zusätzliche Wertschöpfung für den gesamten Sektor Landwirtschaft und für die Volkswirtschaft erzeugt. Regional wird die Konkurrenz um Pachtflächen über zwei Effekte reduziert und die regionale Nährstoffbilanz entlastet. Die Konkurrenz um Pachtflächen sinkt erstens, weil der Bedarf an Hauptfrucht-NawaRos sinkt, wenn diese durch Wirtschaftsdünger und pflanzenbauliche Nebenprodukte ersetzt werden. Weil auf diesen Flächen stattdessen Kulturen als Marktfrüchte oder Futterpflanzen für die eigene Herde angebaut werden, sinkt der Netto-Import von Nährstoffen (weniger Futtermittelimport oder mehr Marktfruchtverkauf), also sinkt gleichsam der Bedarf an Ausbringflächen. Die Reduzierung der Konkurrenz um Pachtflächen verbessert gleichzeitig die Basis zur Kooperation zwischen regionalen Betrieben. Weil pflanzenbauliche Nebenprodukte und Wirtschaftsdünger im Vergleich zum NawaRo-Einsatz erhebliche Treibhausgaseinsparungen ermöglichen, können Biogasanlagen ihre Position in Bezug auf die Erreichung hoher Treibhausgaseinsparungen bei Weiterbetrieb für die Märkte Strom (und Wärme) bzw. Biomethan verbessern.
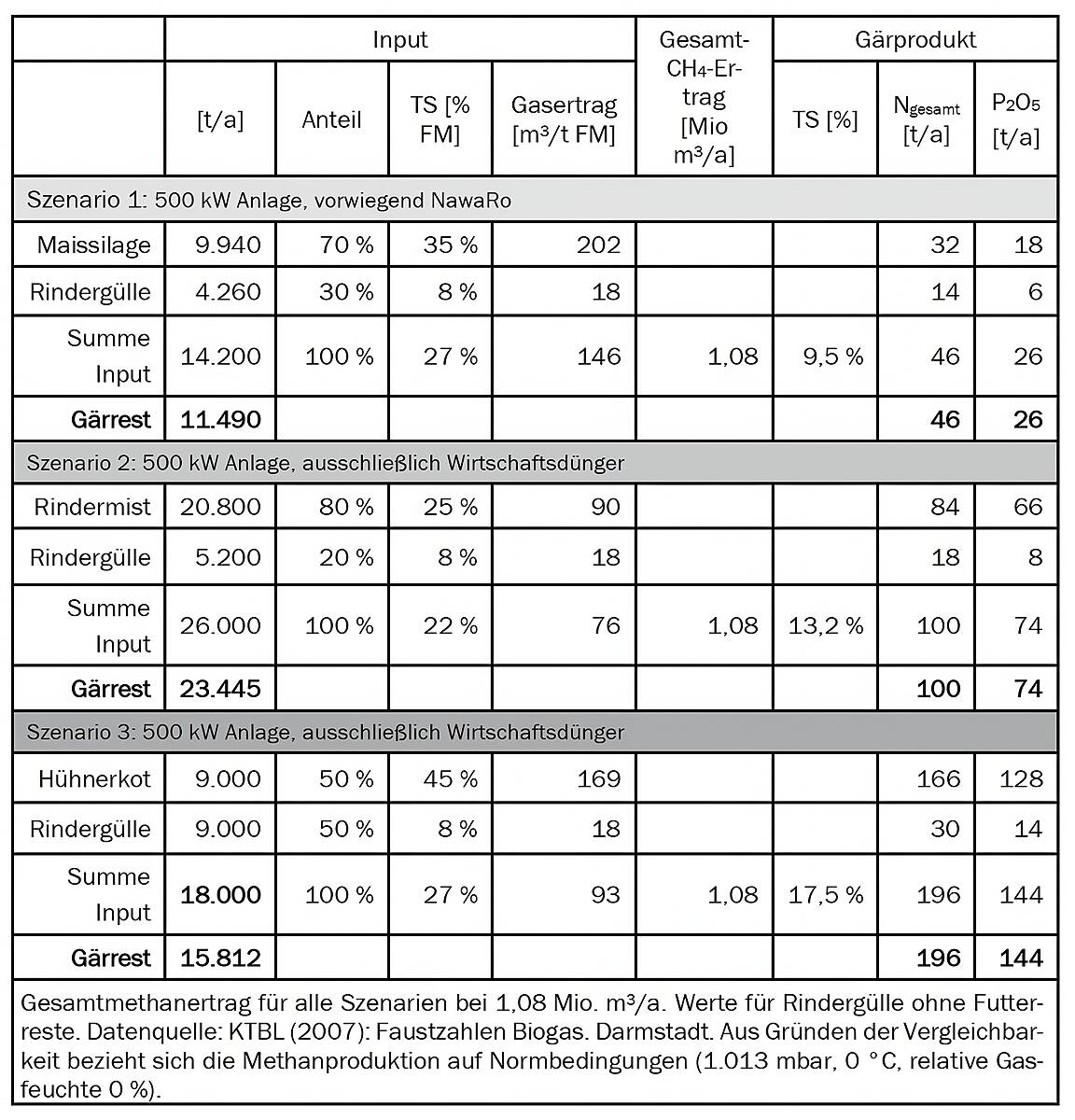
Insbesondere Wirtschaftsdünger sind in erheblichem Umfang ungenutzt verfügbar. In der DBFZ Betreiberbefragung 2019 wurde gezielt danach gefragt. Bei 61 % der Biogasanlagen war regional ungenutzte Rindergülle verfügbar, bei 47 % Rinderfestmist. Auch die Ergebnisse der Arbeiten von 3N in mehreren Projekten in Niedersachsen bestätigen erhebliche Mengen noch ungenutzter Wirtschaftsdünger. Bei Änderungen des Substratinputs wird der Aspekt der Lagerung jedoch in hohem Maße relevant, weil Wirtschaftsdünger im Vergleich zur NawaRo-Vergärung einen deutlich höheren Gärrestanfall verursachen. Auch der Nährstoffanfall im Gärrest erhöht sich, wie die folgende Tabelle beispielhaft für eine typische Anlage mit 500 KW (Bemessungsleistung) zeigt. Die Anlagen werden also in weitaus höherem Maße zur Nährstoffmanagement-Drehscheibe.
Tabelle 39: Inputmengen und Nährstoffvergleich bei gleicher Gaserzeugung (entsprechend 500 kW Bemessungs-leistung) und Änderung von NaWaRo/Gülle zu Festmist/Gülle als Substrat.Die zu lagernde Gärrestmenge erhöht sich beim Einsatz von Wirtschaftsdüngern gegenüber Energiepflanzen also erheblich, wobei in der Tabelle oben nur moderate und typische Szenarien betrachtet wurden. Sollten als bisher ungenutzte Wirtschaftsdünger v. a. Rinder- oder die noch TS-ärmere Schweinegülle zur Verfügung stehen, wären die zu lagernden Volumen gegenüber den in der Tabelle gezeigten Volumina noch um ein Mehrfaches höher. Bei ausschließlicher Nutzung von Milchviehgülle ergäbe sich eine Menge von knapp 95.000 m3 Gärprodukt und entsprechend mehr Lagervolumenbedarf, soweit die Rückeinlagerung in die Güllebehälter der Tierhaltungsanlage nicht möglich ist oder wegen der Liefermöglichkeit an eine Biogasanlage beim Stallbau auf Güllebehälter verzichtet wird. Erschwerend kommt die Ungleichbehandlung von Gülle und Gärresten hinzu. Bei Biogasanlagen wird bei Abgabe von Gärresten die zugehörige Fläche von vielen Behörden nicht angerechnet, so dass BGA häufig eine Lagerverpflichtung von 9 Monaten nach DüVO einhalten müssen, während für Tierhaltungsbetriebe in der Regel die Mindestdauer ohne Berücksichtigung weiterer Aspekte lediglich 6 Monate beträgt. Außerdem sind sie Anforderungen an die Lagereinrichtungen ungleich, so dass Güllebehälter für die Lagerverpflichtungen häufig nicht angerechnet werden. In jedem Fall ist zu berücksichtigen, dass die 6 bzw. 9 Monate Lagerraumvorhaltung MINDEST-Verpflichtungen darstellen und dass die Betreiber von Biogas- und Tierhaltungsanlagen in jedem Fall ausreichend Lagerraum vorhalten müssen, um die Ausbringung in die Zeiträume zu verlegen, die nach Düngerecht und guter fachlicher Praxis zur Ausbringung geeignet sind. Dies hängt neben den Sperrzeiträumen nach DüVO auch von Witterung, Standort, Fruchtfolge und Ausbringtechnik ab und wird unter „Umwelteffekte“ und „Handlungsempfehlungen“ näher erläutert.
Biogasanlagenbetreiber müssen also anhand der örtlichen Situation und Ihrer eigenen Überlegungen prüfen, welcher zusätzliche Lagerraumbedarf entsteht und inwiefern neben der Errichtung von Lagerkapazität auch die Volumenverringerung durch Gärrestaufbereitung zielführend sein kann.
Daher wurden die Effekte der Einsparung von Lagervolumen durch die einzelnen Ansätze im Projekt näher betrachtet. Die Kosten des Lagervolumens wurden dazu in verschiedenen Varianten betrachtet. Auf Basis verfügbarer Daten für Ortbetonbehälter (vertrauliche Angaben von Bauherren) wurden die beiden Behältergrößen 4.000 m3 sowie 11.700 m3 (jeweils Bruttovolumen) jeweils mit gasdichter oder nur emissionsmindernder Abdeckung berücksichtigt. Da Biogasanlagen je nach Situation mit unterschiedlichen Zeiträumen für den Weiterbetrieb planen, wurde die Abschreibung mit 5, 10, 15 und 20 Jahren variiert. Für bestehende Anlagen ist ein Weiterbetrieb um 20 Jahre dann gesichert, wenn mittels eines Satelliten – BHKW ein neuer Standort mit Wärmenutzung erschlossen wird, so dass dieses BHKW als Neuanlage einen EEG-Vergütungszeitraum von 20 Jahren erhält und dabei rohgasseitig von der bestehenden Vergärungsanlage versorgt wird. Da von einer zumindest inferioren weiteren Behälternutzung ausgegangen wird, wurden keine Rückbaukosten angerechnet. Als Zinssatz wurden 4 % zu Grunde gelegt, Wartung und Instandsetzung wurden (angelehnt an VDI 2067) mit 1,5 % angesetzt. Es ergeben sich entsprechend folgender Tabelle, Kosten von 4,39–19,72 € pro m3 zu lagernden Gärrestes.
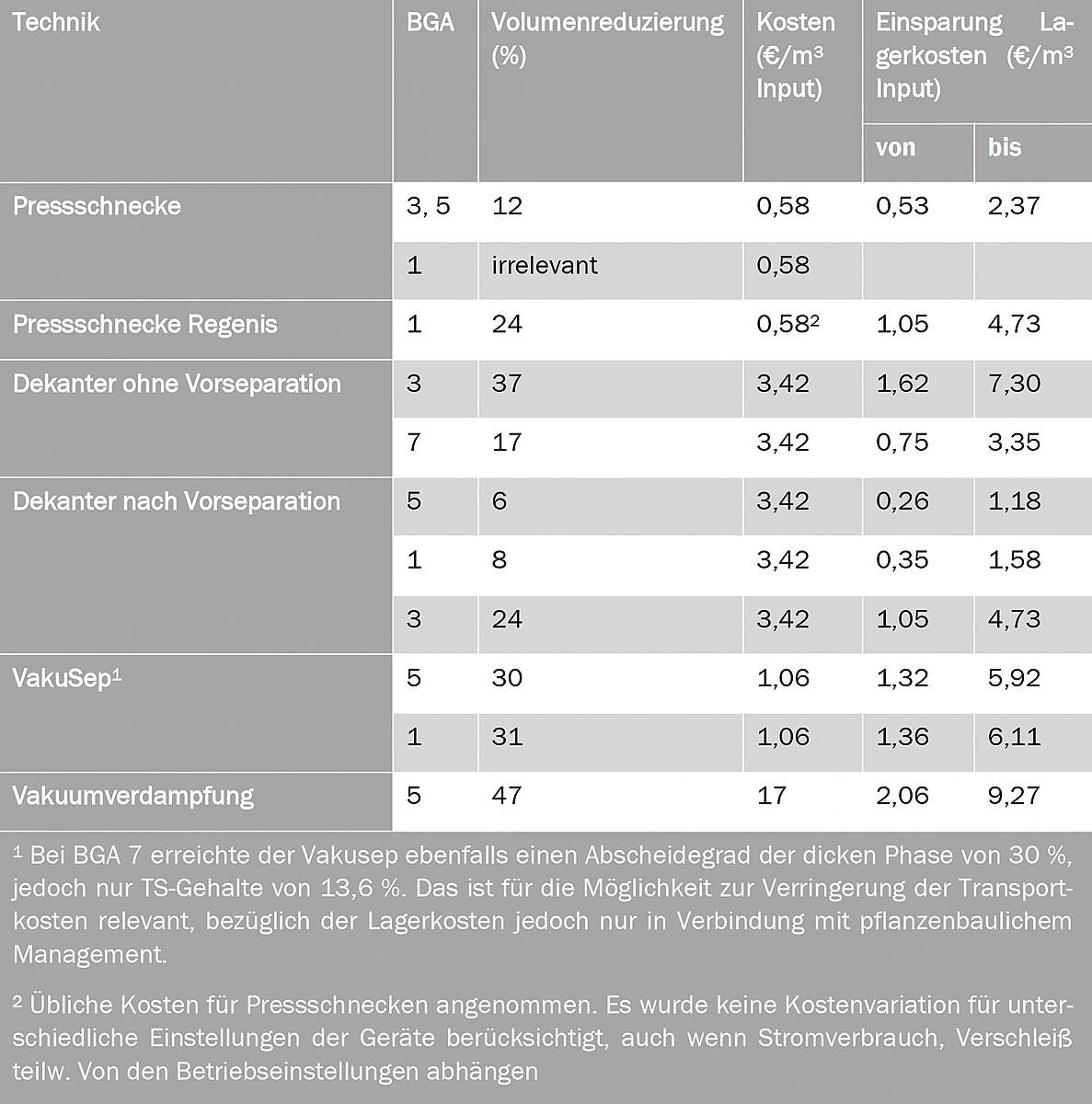
Ökonomisch erfolgreiche Nutzung von Gärrestaufbereitungstechnologien setzt technologisch hinreichende Ergebnisse voraus. Die Ergebnisse der technischen Untersuchungen zeigen erhebliche Interaktionen zwischen genutzter Technik und den spezifischen Gärresten. Das gilt insbesondere für die weit verbreitete und kostengünstige Technologie der Pressschnecke. Bei BGA 3 und 5 wurde jeweils eine Volumenreduktion des flüssigen Gärrests um 12 % erreicht, bei BGA 1 wurde mit einer Pressschnecke keine relevante Abscheidung erreicht, mit der Regenis-Pressschnecke konnte eine Abscheidung von 24 % erreicht werden. Pressschnecken arbeiten generell v. a. dann gut, wenn sich ein Filterkuchen aus Faserbestandteilen des Gärrestes aufbauen kann. Je intensiver die substratseitige Aufbereitung und je besser der Abbaugrad in der BGA sind, umso geringer ist der Faseranteil im Gärrest und umso kleiner sind die Partikel, was den Abscheidegrad in Pressschnecken verringert. Vor der Investitionsentscheidung sollten diese Aspekte beachtet und Versuche mit dem eigenen Gärrest und der geplanten Technologie gemacht werden. Sollte dies nicht sinnvoll sein, weil gleichzeitig mehrere Änderungen geplant sind (z. B. Substrat, Substrataufbereitung und Gärrestaufbereitung), sollte der Austausch mit Referenzanlagen gesucht werden, deren Randparameter der Anlagenkonfiguration nach den geplanten Änderungen möglichst nahekommen.
Zu berücksichtigen ist, dass Gärrestaufbereitungsanlagen nach Nutzung weiterverkauft werden können, bei Behältern ist dies nur in eingeschränktem Maße für Segmente im Fall von Segmentbauweise möglich (v. a. für Behälterwand bei Stahlsegmentbauweise), wobei die Montagekosten zu berücksichtigen sind. Die Tabelle kann von Betreibern genutzt werden, um ihre eigenen Planungen und ihre eigene Situation innerhalb der weiten Spanne von Werten einzuordnen und die Kosten des Lagerbedarfes der nachfolgend dargestellten Volumenreduzierung und dem zugehörigen Aufwand gegenüberzustellen. Zur Vereinfachung werden für abgeschiedenen festen Gärrest keine Kosten für Lagerung angesetzt, weil er in sehr vielen Fällen auf verfügbarem Platz auf Siloplatten gelagert werden kann. Auch für den dazu notwendigen, sehr betriebsspezifischen Aufwand (z. B. Radlader, Personal) und die notwendige Abdeckung mit einer geeigneten Membran wurden daher keine Kosten angesetzt. Da die Entnahme aus der Flüssigphase erfolgt, wird zur Mengenreduzierung eine Dichte von 1 angenommen, wobei die Feststoffe nach Separation eine viel geringere Dichte aufweisen.
Tabelle 41: Einsparung von Lagerkosten durch AufbereitungstechnologieDie Betrachtung konzentriert sich auf die Ansätze mit relevantem Effekt auf die Reduktion des Lagervolumens der flüssigen Gärreste (siehe zum einfachen Überblick auch die Sankey-Abbildungen). In der folgenden Tabelle wird für die Technologien, die bei passender Konstellation in den Versuchen gute Abscheidegrade zeigten, der Effekt der Abscheidung auf die mögliche Einsparung von Lagerkosten dargestellt. Bei den Lagerkosten sind zur besseren Übersicht nur die günstigste Option (Behältergröße 11.700 m3, 20 Jahre Nutzungsdauer, emissionsmindernd abgedeckt) und die teuerste Variante (Behältergröße 4.000 m3, 5 Jahre Restnutzungsdauer, gasdicht abgedeckt) berücksichtigt. Zur Einordnung der eigenen Situation kann jeweils auf die obige Tabelle bzgl. der Lagerkosten zurückgegriffen werden. Es ist zu beachten, dass in der folgenden Tabelle die Kosten der Aufbereitung lediglich den möglichen Einsparungen bzgl. der Gärrestlagerung gegenübergestellt werden. Meist bzw. vor allem werden zusätzliche Effekte in Bezug auf Transportkosten (siehe „Transportkosteneffekte“), auf die Kosten für die Abgabe überschüssiger Nährstoffmengen (welche meist auf die vom Aufnehmer zu händelnde Menge bezogen sind) oder auf die Verhandlungsposition bei den Pachtpreisen erreicht. Die Lagerkosteneinsparungen sind auf die prozentualen Volumenreduktionen bezogen.
Wenn sich Biogasanlagen mit Verstromung des Gases zukunftsfähig aufstellen möchten, wird das kaum möglich sein ohne die Erzielung echter Wertschöpfung aus der Wärme, z. B. durch Erschließung von Standorten in nahegelegenen Ortschaften mittels Satelliten-BHKW und ggf. saisonalem Betrieb. Saisonaler Betrieb mit deutlich höherer Biogaserzeugung und -verstromung im Winterhalbjahr wird für zukunftsfähige Anlagenkonzepte deutlich bedeutsamer sein, weil sich im Winterhalbjahr eher die gesamte Wärme wertschöpfend vermarkten lässt, außerdem sind im Winterhalbjahr die Zeiträume hoher Strompreise ausgeprägter, ein Effekt, der mit zunehmendem Ausbau von Batteriespeichern stärker werden dürfte.
Gleichzeitig steigen die Preise fossiler Energieträger (Heizöl, Erd- oder Flüssiggas), die derzeit üblicherweise zur Wärmeerzeugung genutzt werden. Es sollte also leichter möglich sein, mit Wärmenetzen/Wärmeverkauf auskömmliche Preise zu erzielen. Entsprechend muss dann für die eigene Wärmeverwertung dann ein höherer Wert (Opportunitätskosten) angesetzt werden.
Volumenreduktion wurde nur angerechnet, soweit eine außerhalb eines Behälters auf einer Platte lagerfähige Festfraktion oder aber eine Flüssigfraktion abgeschieden wurde, die z. B. einer Pflanzenkläranlage zugeführt werden kann. Effekte durch Reduzierung von Nährstoffkonzentrationen in flüssigem Gärrest wirken sich nur in Kombination mit zielgerichtetem pflanzenbaulichem Management auf die Lagersituation aus. Dies ist unter „Effekte durch Interaktion von Aufbereitungstechnik mit pflanzenbaulichem Management“ dargestellt. Es ist zu berücksichtigen, dass bei den Wärmebedürftigen Technologien mit Wärmekosten von nur 2 Ct/kWh Wärme gerechnet wurde (siehe Exkurs Wärmekosten).
In BGA 1 wird fester Gärrest aus Pressschnecke bzw. Dekanter getrocknet, so dass sich ein trockenes, verkaufsfähiges Produkt ergibt. Die Massenreduktion beträgt, bezogen auf die unbehandelten flüssigen Gärreste, 6 %, ist für die Betrachtung der Lagerkosten jedoch irrelevant, weil die Masse des festen Gärrestes reduziert wird, der ohnehin keinen kostenträchtigen Platz in Lagerbehältern einnimmt. Reine Trocknungsanlagen, v. a. solche für feste Gärreste, die in der Vergangenheit häufig ohne Veredlung des Gärrestes zu Verkaufsprodukten über den KWK-Bonus querfinanziert wurden und so wirtschaftlich tragfähig waren, dürften damit zukünftig nur noch wirtschaftliche Chancen haben, wenn auf dieser Basis ein gut vermarktbares Produkt erzeugt wird (z. B. Gärrestpellets für den Hobbygartenbereich). Diese Technologien sind daher hier nicht weiter betrachtet.
Der Forschungsansatz der Algenerzeugung mit Oberflächenwasser, die Zwischenlagerung dieses Oberflächenwassers in kostengünstigen Erdbecken während der Ausbringsperre und die Verregnung während des Vegetationszeitraumes zu nahegelegenen Dauerkulturen (z. B. Wildpflanzen, Silphie, Dauergrünland) entlastet die Lager und die Transportkosten bei gleichzeitig positiven Effekten auf viele Umweltparameter (Biodiversität, Bodenschutz, Grundwasserschutz (siehe Ergebnisse Praxisversuch Betrieb B), Klimaschutz durch C-Anreicherung). Dies sollte unbedingt weiterverfolgt werden.
Transportkosteneffekte
Dieses Kapitel konzentriert sich auf die Transporteffekte. In vielen Fällen wird bei Nutzung von Gärrestaufbereitungstechnologien sowohl der Effekt auf die Lager, als auch auf die Transportkosten relevant sein. Wegen der sehr unterschiedlich möglichen Konstellationen und der erheblichen Schwankungsbreite der betriebsindividuellen ökonomischen Bewertung der Einsparung von Lagervolumen (siehe Lagerungskosteneffekte) werden die beiden Bereiche getrennt betrachtet. Nutzer:innen müssen in der Zusammenschau von Lager- und Transportkosteneffekten die betriebsindividuellen Bedingungen berücksichtigen.
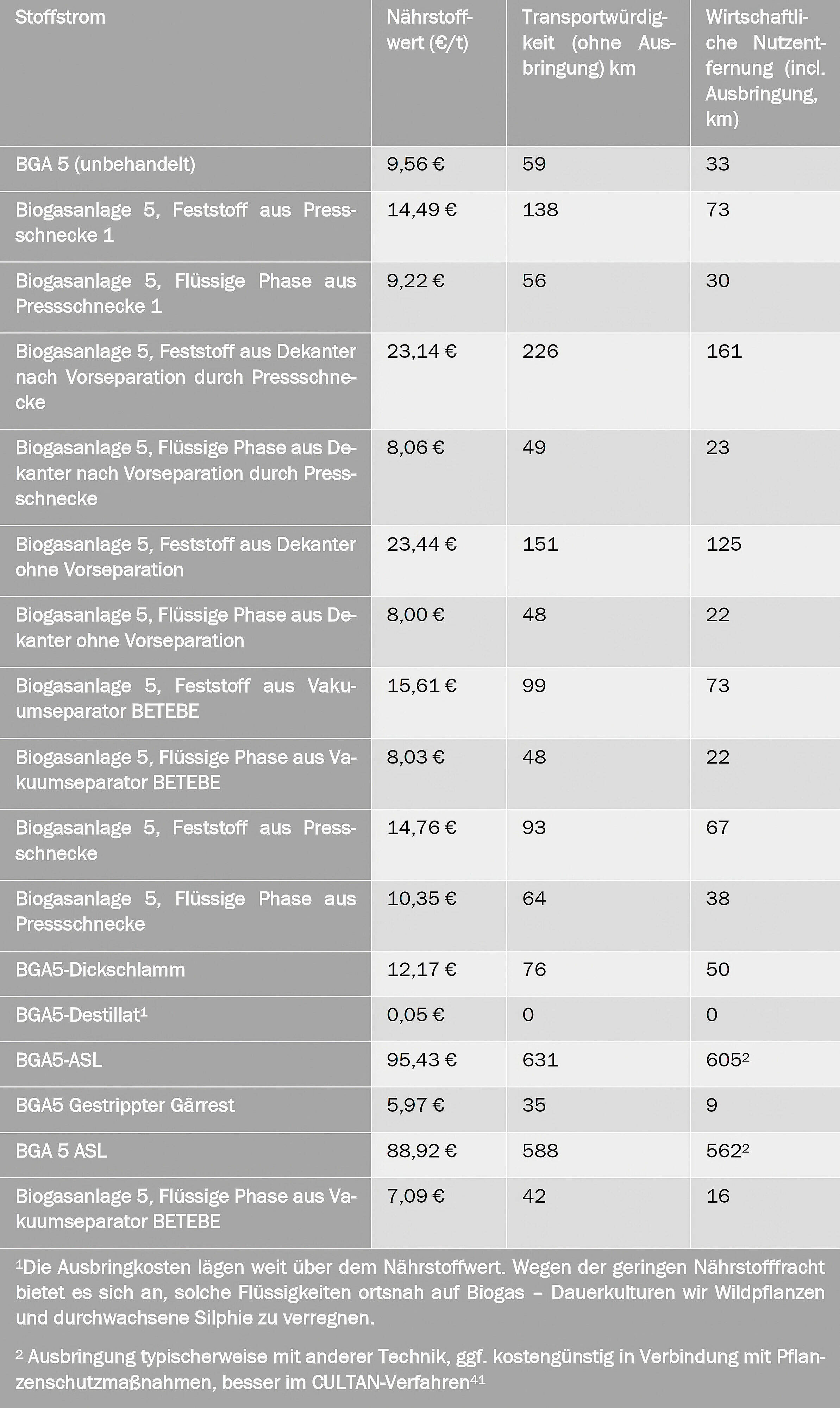
Transportkosteneffekte spielen sowohl innerbetrieblich als auch bei überbetrieblicher Abgabe im Falle betrieblicher Nährstoffüberschüsse eine wichtige Rolle. Relevant ist dabei nicht nur die Reduzierung der insgesamt zu transportierenden Mengen, sondern auch die Erzeugung unterschiedlich transportwürdiger Fraktionen. Werden, wie im Fall der BGA 5, durch Eindampfung Wassermengen ausgeschleust, die kostengünstig vor Ort in einer Pflanzenkläranlage gereinigt (wie in BGA 5), in Vorfluter eingeleitet, als Brauch- oder Beregnungswasser genutzt werden können, werden gleichzeitig Lagerbedarf, Transport- und Ausbringungskosten reduziert und die Transportwürdigkeit der erzeugten weiteren Fraktionen erhöht.
Je höher die Nährstoffkonzentration ist, desto höher ist der Nährstoffwert und damit die Transportwürdigkeit. Bei überbetrieblicher Abgabe an Nährstoffbörsen wird häufig unabhängig vom Nährstoffgehalt die gleiche Gebühr fällig. Bei höherer Nährstoffkonzentration der abzugebenden Stoffströme (entsprechend höherer Transportwürdigkeit) entstehen also geringere Kosten. Bei Abgabe an andere Betriebe gilt dies häufig in noch stärkerem Maß, weil die aufnehmenden Betriebe v. a. an den Kosten der Nährstoffe frei Wurzel interessiert sind unter Berücksichtigung der jeweiligen Wirksamkeit. Da sowohl Transport- als auch Ausbringkosten jedoch im Wesentlichen bezogen auf Masse bzw. Volumen gleich bleiben, sind also bezogen auf den Nährstoffwert sowohl die Transport- als auch die Ausbringkosten bei niedrigeren Nährstoffgehalten erhöht. Bei den Ausbringkosten gilt dieser Zusammenhang jedoch kaum, wenn Verschlauchungstechnik eingesetzt wird.
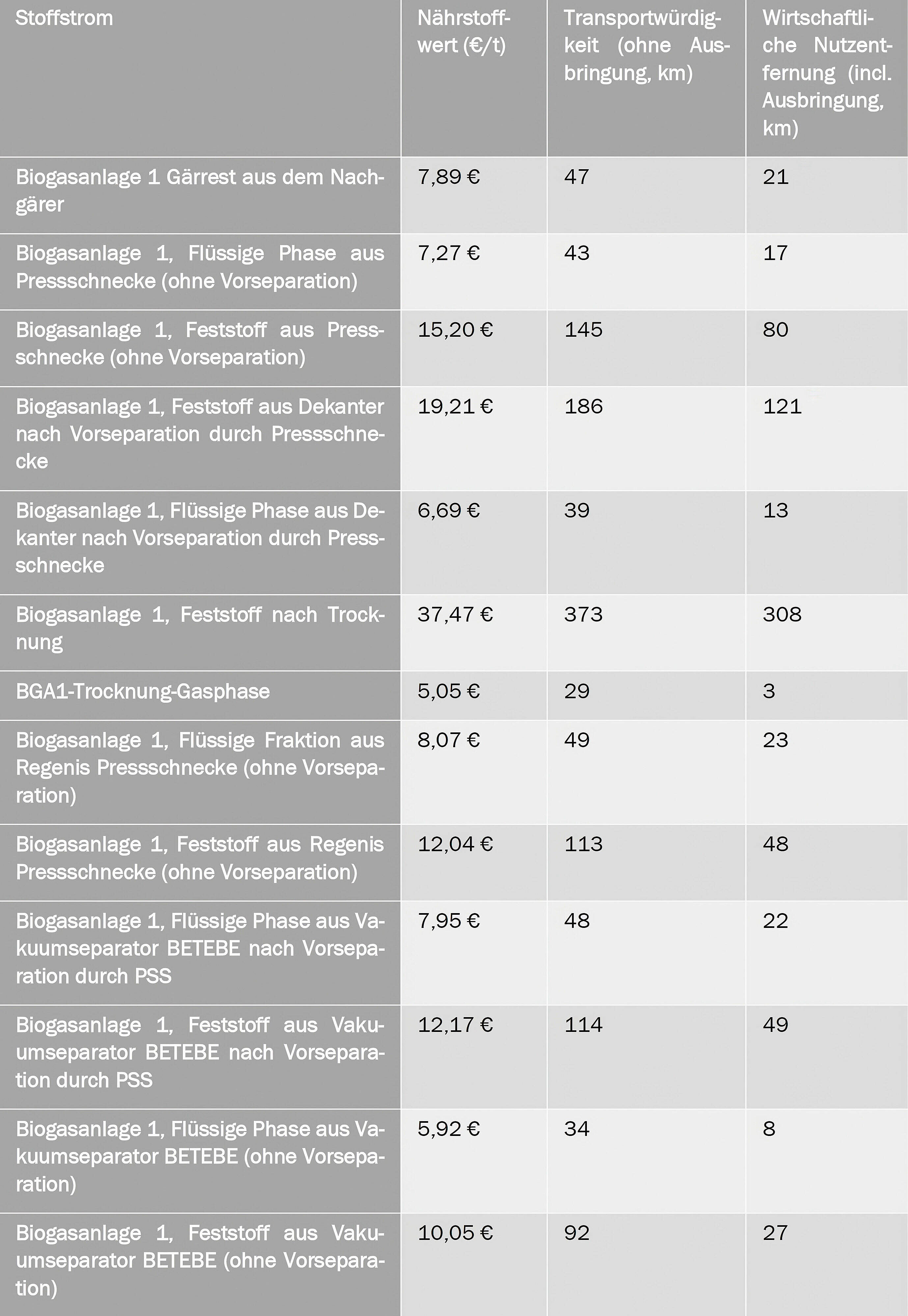
Die Berechnung des Nährstoffwertes wurde mit einem Nährstoffwertrechner durchgeführt. Dazu wurden ergänzend die Preise von Mineraldüngern recherchiert. Entsprechend ergaben sich Werte von 1,22 €/kg N, 1,20 €/kg P2O5 und 0,12 €/kg K2O (siehe „Kosten und Leistungen der Verfahren“). Die übrigen in den Gärprodukten enthaltenen Nährstoffe wurden nicht einbezogen. Ebenso wurde auf die Anrechnung des Vorteils organischer Dünger verzichtet. Unter Berücksichtigung der Analysenergebnisse der unterschiedlichen, im Projekt bearbeiteten Stoffströme ergibt sich der Nährstoffwert. Dieser wird im Folgenden den Transportkosten (Transport = Beladung und eigentlicher Transport) bzw. den Transportkosten incl. Ausbringung gegenübergestellt und so die Transportwürdigkeit berechnet. Diese gibt an, wie viele km die unterschiedlichen Gärprodukte transportiert werden können, bis Kostengleichheit zu Mineraldüngern erreicht wird. Berechnet wurde dies einmal bis zum Feldrand (also nur Laden und Transport des jeweiligen Gärprodukts), einmal inclusive Ausbringung, weil die Ausbringkosten für organische Dünger, bezogen auf den Nährstoffgehalt immer weitaus höher sind. Weil die Wirksamkeit organischer Dünger von vielen Faktoren abhängig ist (Nachlieferung, d. h. längerfristige Wirkung, Umsetzungsaktivität des Standorts, Ausbringungsverfahren, Bewirtschaftungsweise und v. a. gedüngte Kultur), wurde auf die Nutzung eines Faktors zur unterschiedlichen Nährstoffwirksamkeit verzichtet. V. a. bei Kulturen, deren Nährstoffaufnahmeschwerpunkt spät im Jahr liegt (z. B. Mais, Rüben, Hirse), wenn der Boden gut erwärmt und die Mineralisierung entsprechend ausgeprägt ist, zeigen auf organisch langjährig versorgten aktiven Böden bei passender Ausbringungtechnik ist die Ausnutzung vieler organischer Dünger vergleichbar mit der von Mineraldüngern. Beim Vergleich wurde auf die Berücksichtigung der Kosten für Mineraldüngertransport und -ausbringung verzichtet, weil diese im Vergleich zu organischen Düngern kaum ins Gewicht fallen und das Ergebnis durch die Variantenvielfalt weiter beeinflusst worden wäre.
Zum Transport wurde kostengünstiger LKW-Transport gewählt. Üblicherweise liegt der Preis pro Kilometer für Lkw-Transporte zwischen 0,50 € und 2,00 € pro Kilometer, während die Stundenpreise der Transportunternehmen zwischen 40 € und 100 € pro Stunde schwanken können . Es wurde jeweils mit einer Zuladung von 20 t Gärprodukt gerechnet. Bei festen Gärprodukten wurde der Mittelwert der Spanne angenommen, da dafür eine Vielzahl von Fahrzeugen in Frage kommt und Rückfracht anderer Schüttgüter in vielen Fällen leicht möglich sein sollte. Bei flüssigen Gärprodukten wurde jeweils mit der oberen Grenze der Spanne gerechnet, weil Rückfracht nur mit Spezialfahrzeugen möglich ist, die auch Feststoffe transportieren können oder im Austausch Gülle hin, Gärrest zurück (also nicht für Transporte zur Ausbringung). Während der Beladung wurde Wartezeit des LKW + Fahrer angerechnet. Auch hier wurde für feste Gärprodukte mit dem Mittelwert der o. a. Spanne gerechnet, wegen der geringeren Verfügbarkeit entsprechender Tankfahrzeuge für flüssige Gärprodukte mit dem höheren Wert.
Beladen und Ausbringung wurden mit dem KTBL-Feldarbeitsrechner berechnet. Es wurden jeweils verschiedene Maschienenkombinationen berechnet und nach Auswertung die kostengünstigste Kombination für die Berechnung der Transportwürdigkeit der verschiedenen Fraktionen herangezogen. Auf diese Weise wurde auch der Transport für Feldentfernungen von 30 und 50 km mit verschiedenen Fahrzeugkombinationen berechnet. Der Transport über Spedition mit den o. a. angegebenen Kostenspannen war jedoch deutlich kostengünstiger und wurde daher ausgewählt. Dies ist vorteilhaft, weil die Angabe eines Frachtsatzes pro km eine entfernungsunabhängige Berechnung ermöglicht (während beim Feldarbeitsrechner nur jeweils für eingegebene Entfernungen punktuell die Transportkosten berechnet werden können).
Zur Beladung des flüssigen Gärrestes wurde eine elektrische Tauchmotorpumpe mit 25 kW als kostengünstigste Variante (Teilverfahren eines Verfahrens des KTBL-Feldarbeitsrechners) ausgewählt. Zur Ausbringung des flüssigen Gärrestes ab LKW wurden die Randbedingungen Gülle ausbringen, ab Schlag, Schlitzgerät, Schlaggröße: 5,0 ha, Bodenbearbeitungswiderstand: leicht, Entfernung zum Schlag: 1,0 km, Menge: 20,0 m³/ha, Arbeitsbreite: 9,0 m gewählt. Hier wurde keine zusätzliche Wartezeit des LKW angerechnet. Die Arbeitskosten wurden mit 30 €/h (incl. Arbeitgeberseitige Lohnnebenkosten, v. a. arbeitgeberseitige Sozialversicherungsbeiträge, Entgelt für Urlaub, Feiertage, Krankheit, Kosten für arbeitgeberseitige Arbeitskleidung, Lohnabrechnung) angesetzt, der Diesel mit 1,50 €/l. Als kostengünstigste Variante zeigte sich die Maschinenkombination Pumptankwagen, 15 m³, 9 m; 176 kW mit Schlitzgerät. Es ergaben sich reine Ausbringkosten von 3,90 €/m3. Der Vergleich mit Ausbringungsverfahren mit höherem Risiko von Ammoniakemissionen bei der Ausbringung zeigte keine Vorteile. Die gleiche Maschinenkombination mit Schleppschlauch und 24 m Arbeitsbreite würde 5,13 €/m3 Ausbringkosten verursachen. Verschlauchungstechnologien, die je nach Konstellation der Schläge und je nach Ausbringungsmenge deutliche Kostenvorteile ergeben können, wurden mangels verfügbarer Daten nicht berücksichtigt.
Bei den festen Gärprodukten wurde das Verfahren „Festmist ausbringen, ab Schlagrand, Schlaggröße: 5,0 ha, Bodenbearbeitungswiderstand: – Entfernung zum Schlag: 1,0 km, Menge: 10,0 t/ha, Arbeitsbreite: 6,0 m“ gewählt. Die Beladung wurde für die Kombination Radlader, 102 kW; Festmistzange, 3,75 m³ berechnet. Es ergaben sich Ausbringkosten von 6,33 €/t incl. der Kosten fürs beladen in Höhe von 1,06 €/t.
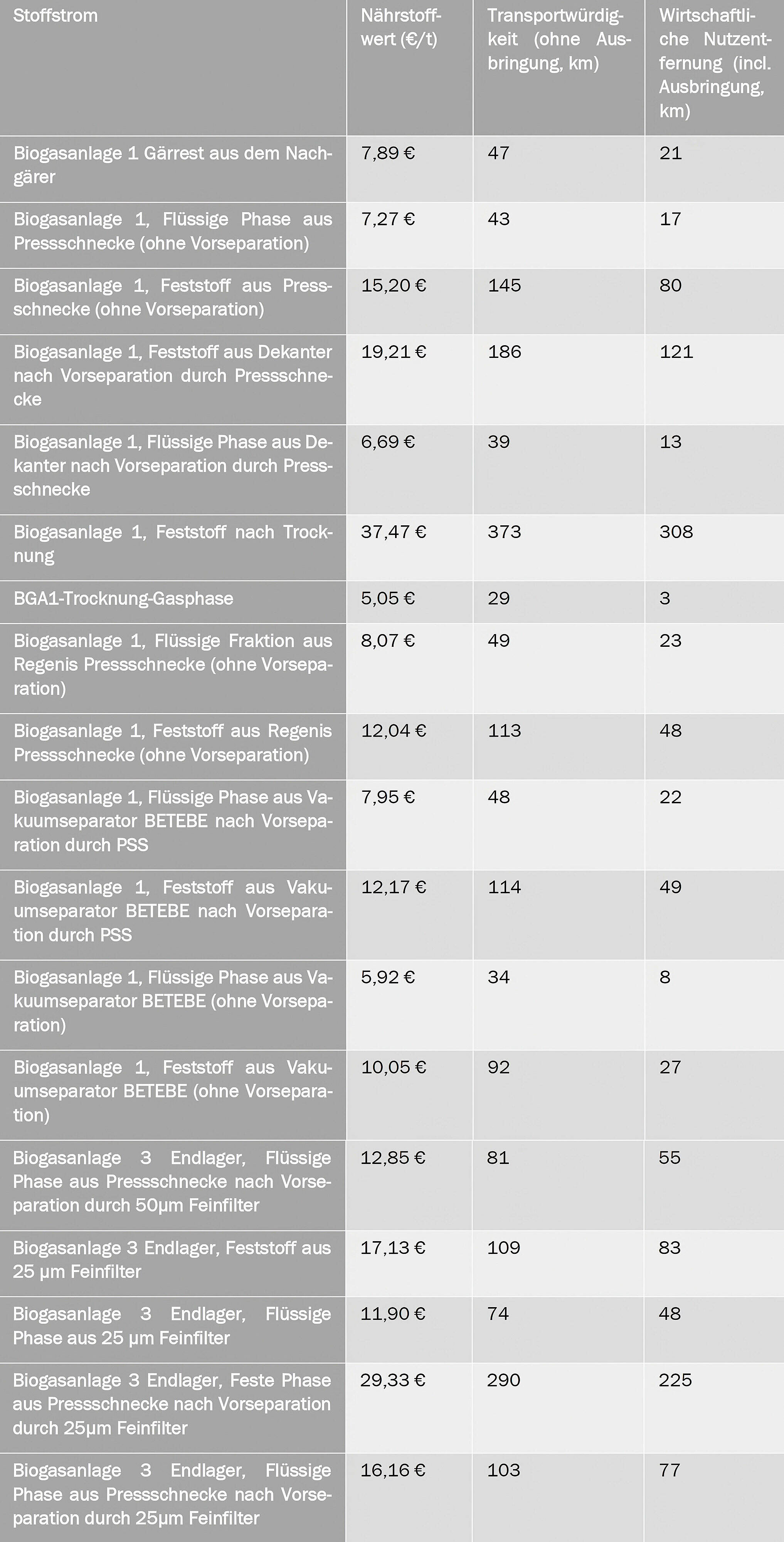
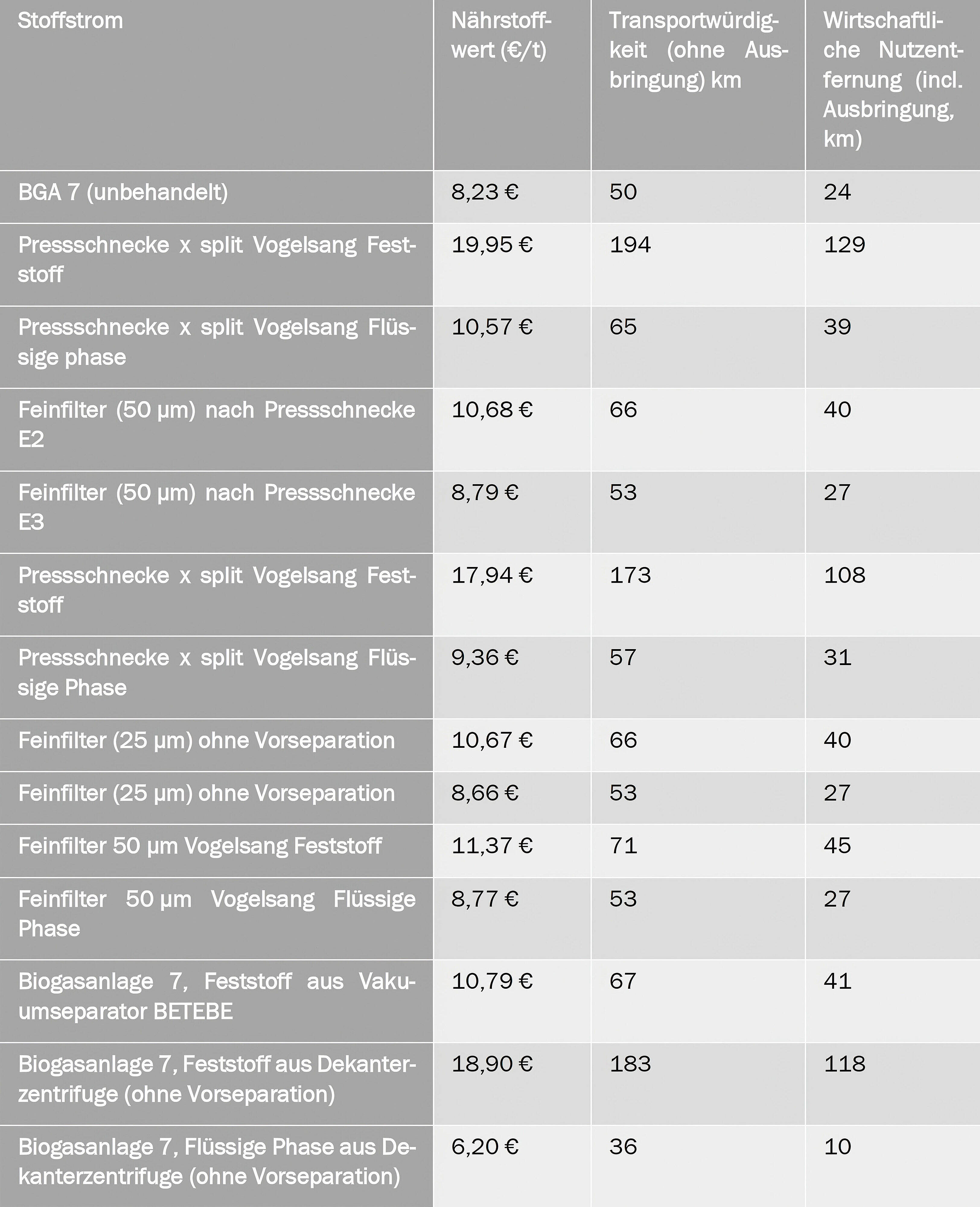
In den folgenden Tabellen sind die wirtschaftlich möglichen Transportentfernungen im Vergleich zum Mineraldüngereinsatz mit und ohne Ausbringkosten dargestellt.
Die Ergebnisse zeigen (siehe Sankeys der BGA 5), dass mit der Strippung ein erheblicher Teil des N aus der flüssigen Phase in ASL überführt werden kann, dass über Entfernungen von ca. 590–630 km transportwürdig ist. Damit kann es auch in weit entfernten Ackerbauregionen wirtschaftlich als kombinierter S/N-Dünger eingesetzt werden (der Wert des Schwefels wurde nicht berücksichtigt, meist wird dieser von Ackerbauern gerne genutzt, jedoch nicht extra honoriert). Zu berücksichtigen ist, dass ASL ein S/N-Verhältnis von 1,1/1 hat, während pflanzenernährungsseitig je nach Kultur Verhältnisse von 0,1/1 sinnvoll sind. ASL sollte also sinnvollerweise nur eine Komponente der N-Düngungsstrategie sein. Höhere ASL-Gaben sind v. a. zu Kulturen mit hohem S-Bedarf (z. B. Raps) sinnvoll oder bei anschließendem Anbau von Leguminosen (Zwischen-, Zweit- oder Hauptfrucht), die keine zusätzliche N-Düngung benötigen.
Ansonsten zeigen alle festen Gärprodukte, eingedickten Phasen, sowie der Dickschlamm nach Vakuumverdampfung und Reduzierung der Flüssigkeitsmenge (BGA 5) höhere Transportwürdigkeiten gegenüber den Ausgangsgärresten. Werden nur moderate Trockensubstanzgehalte und damit Nährstoffkonzentrationen erreicht, liegen diese um die 50 km (incl. Ausbringung). Diese Gärprodukte eignen sich also v. a. für Nährstoffmanagementkonzepte im näheren bis mittleren regionalen Umfeld und können dann v. a. im Zusammenspiel von Aufbereitungsverfahren, Logistik und Pflanzenbau regionalem Nährstoffmanagement Kosteneinsparungen sowie ökologische ermöglichen.
Außer dem getrockneten Gärprodukt (mit entsprechendem Wärmebedarf) erreichen nur wenige feste Gärprodukte eine Transportwürdigkeit, die einen überregionalen Einsatz in entfernteren Agrarregionen wirtschaftlich ohne Zuzahlung ermöglicht. Hier kommt der Zielkonflikt zwischen Abscheiderate und Transportwürdigkeit zum Tragen. Hohe Abscheideraten in eine feste Form gehen mit hohen Reduzierungen der flüssigen Phase (= niedriger Lageraumbedarf für flüssige Phase), jedoch mit niedrigen Trockensubstanzgehalten, entsprechend niedrigen Nährstoffgehalten (bezogen auf die Frischmasse) und niedrigerer Transportwürdigkeit einher. Hohe Transportwürdigkeiten, die einen wirtschaftlichen Transport in weiter entfernte Ackerbauregionen ermöglichen, gehen mit geringen Abscheideraten (v. a. bezogen auf Masse, N, NH4-N und K) einher (vgl. auch Sankey-Diagramme in AP 2) einher. Die Entscheidung zu sinnvollen Strategien muss daher einzelbetrieblich unter Berücksichtigung der Nährstoffsituation im größeren regionalen Umfeld erfolgen. Gute Lösungen sind v. a. dann möglich, wenn Biogasanlagen im Einzugsbereich die Wirtschaftsdünger aufnehmen und damit gleichzeitig die regionalen Nährstoffströme bündeln. Je nachdem, welche Nährstoffmengen wo regional verwertet werden können und welche Nährstoffüberschüsse bei regionaler Bilanzierung verbleiben, die in weiter entferntere Marktfruchtregionen verbracht werden müssen, ergeben sich unterschiedliche sinnvolle Konzepte. V. a. für die Gewinnung solcher überregional transportwürdigen Produkte können dann auch spezifisch teurere Verfahren mit geringen Abscheideraten sinnvoll sein.
Die Ergebnisse dieses Vorhabens bieten eine sehr gute datenseitige und fachliche Basis für sinnvolle einzelbetriebliche und regionale Strategien. Die verschiedenen Aufbereitungstechnologien zeigen eine weite Spanne von Kosten, Abscheideraten von Masse, Abscheideraten der verschiedenen Nährstoffe und Transportwürdigkeiten der sich ergebenden Fraktionen.
Entsprechend weit gefächert sind die Effekte auf die Einsparung von Lagerungskosten und auf die Transportkosten, jeweils in Verbindung mit der betrieblichen und regionalen Situation. Wichtig ist hier vor allem die jeweilige Nährstoffüberschussituation, die Entfernung der zum eigenen Ausbringungsbereich gehörenden Flächen sowie der aufnahmebereiten Marktfruchtgebiete und nicht zuletzt die Bereitschaft, pflanzenbauliches Management gezielt in die Optimierungsstrategien einzubinden.
Quelle: Brings 2008. Berechnung der Reinnährstoffkosten. https://www.dlr.rlp.de/Internet/global/themen.nsf/se_quick/3BD921B1F6EC7E6DC12570EE003D0B55↩