Ergebnisse AP2
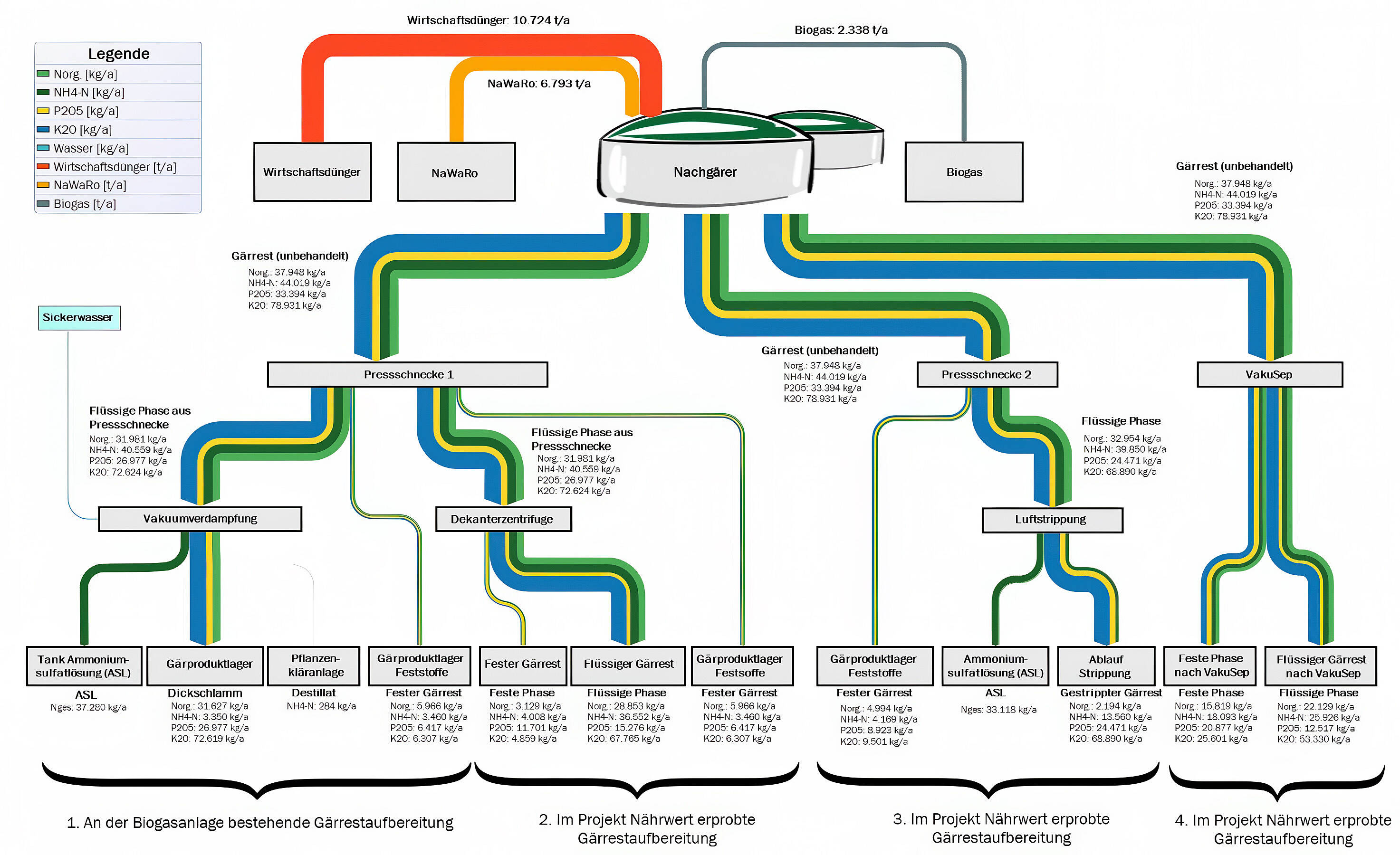
Nachfolgend werden exemplarisch die in Versuchsreihe 3 an der BGA 5 erzielten Ergebnisse vorgestellt. Die Ergebnisse der weiteren Versuchsreihen werden im Abschlussbericht detailliert beschrieben. Das Sankey-Diagramm veranschaulicht vergleichend die verschiedenen Gärrestaufbereitungskonzepte und zeigt die Verteilung der Nährstoffe auf die bei der Aufbereitung entstehenden Produkte. Dadurch kann die Leistungsfähigkeit der im Projekt untersuchten Verfahren verglichen werden.
Das dargestellte Sankey-Diagramm umfasst das an der BGA 5 bestehende Aufbereitungskonzept sowie die drei im Projekt „Nährwert“ untersuchten Gärproduktaufbereitungen. Aktuell besteht die Aufbereitung an der Anlage aus einer Pressschnecke mit nachfolgender Vakuumverdampfung. Im Rahmen des Projekts wurde zusätzlich die Kombination, der an der Anlage installierten Pressschnecke mit einer Dekanterzentrifuge untersucht. Außerdem wurde die Kombination einer Pressschnecke mit nachfolgender Luftstrippung betrachtet. Ergänzend erfolgte eine alleinige Behandlung mit dem VakuSep.
Ergebnisse der Aufbereitungstechnologien.
Nachfolgend werden die in den Versuchsreihen untersuchten Aufbereitungstechnologien vergleichend dargestellt. Dabei wird zwischen mechanischen und chemisch-physikalischen Aufbereitungstechnologien unterschieden.
Mechanische Aufbereitungstechnologien
Die folgenden Abbildungen zeigen Ergebnisse und Vergleiche der im AP2 untersuchten mechanischen Aufbereitungstechnologien, darunter Pressschnecken, Dekanter und VakuSep.
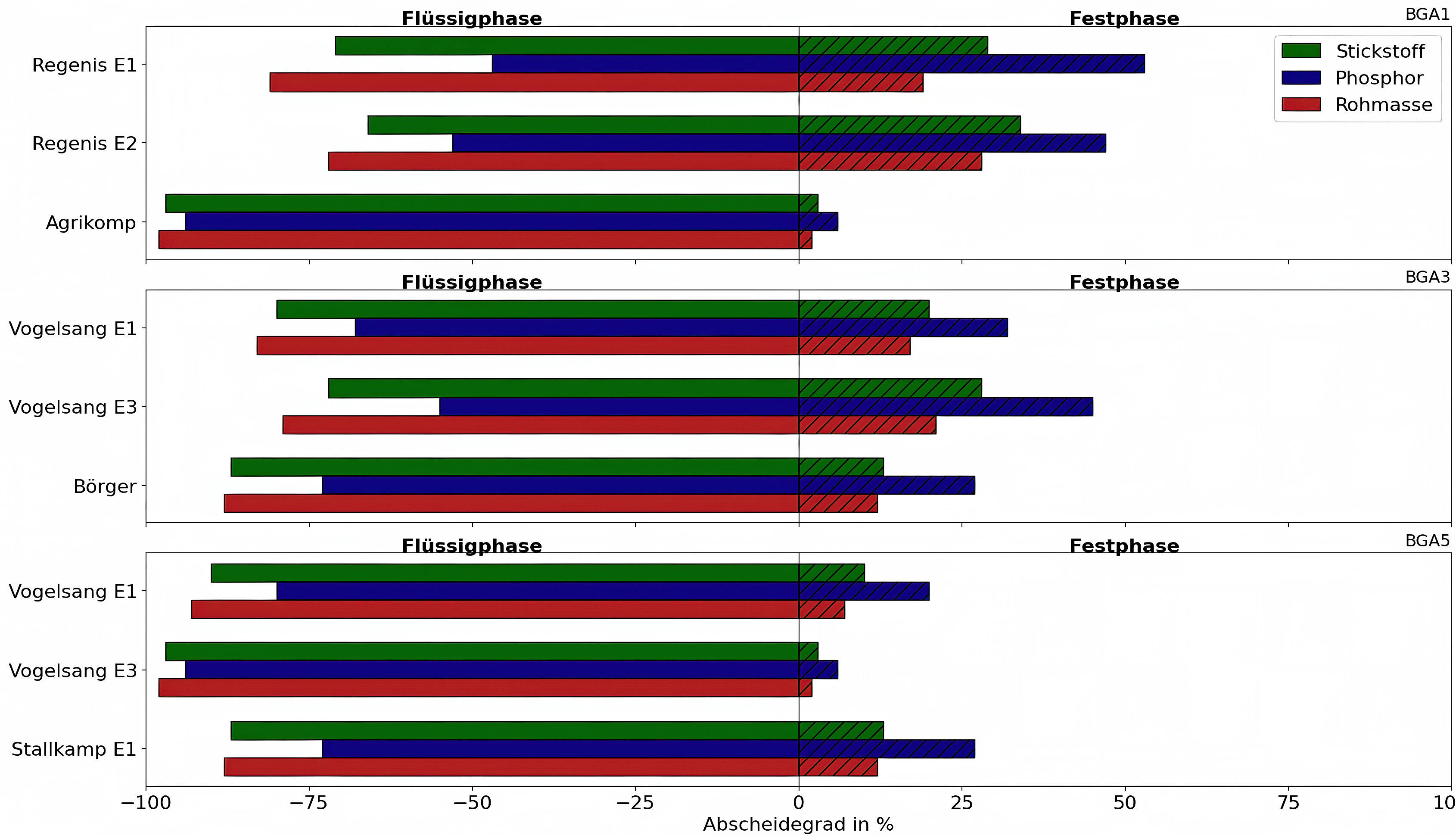
Pressschnecke
Die Abbildung vergleicht die Nährstoffabscheidung verschiedener Pressschnecken-Hersteller an den Biogasanlagen 1, 3 und 7. Dargestellt sind die Abscheidegrade in feste und flüssige Phasen für Stickstoff, Phosphor und Rohmasse. Betrachtet wurden sowohl die vor Ort installierten Pressschnecken (Agrikomp an BGA1 und Börger an BGA3) als auch verschiedene Testeinstellungen weiterer Pressschnecken. Die Ergebnisse zeigen, dass die Regenis-Pressschnecke an BGA1 in den untersuchten Einstellungen über 50 % des Phosphors in die feste Phase abscheiden kann, während rund 80 % der Rohmasse in der Flüssigphase verbleiben. Etwa 30 % des Stickstoffs werden ebenfalls in die feste Phase abgeschieden. Dies ist eine deutliche Verbesserung im Vergleich zur aktuell an der Anlage installierten Pressschnecke, die nur 3 % des Stickstoffs, 6 % des Phosphors und 2 % der Rohmasse abtrennt.
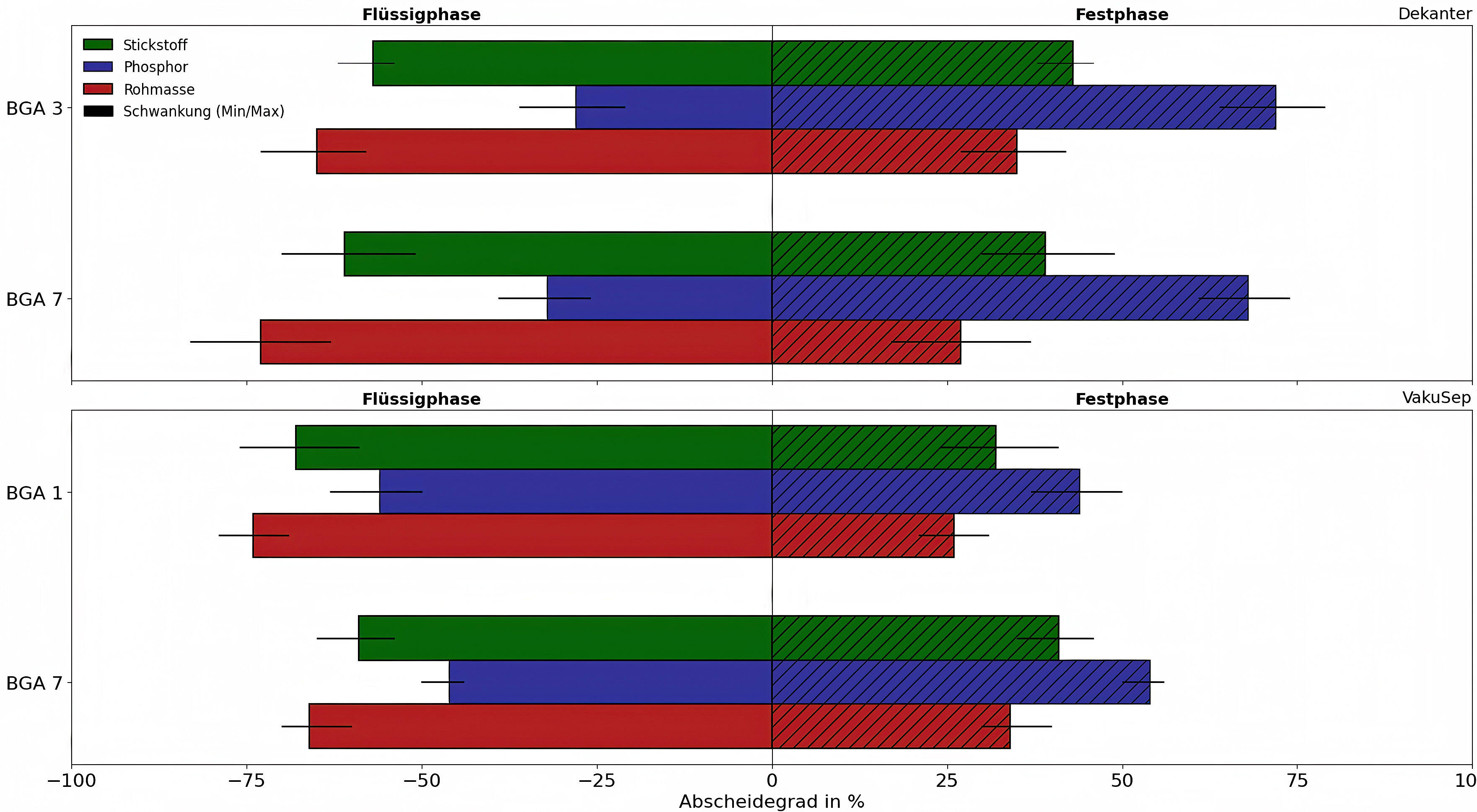
Dekanter und VakuSep
Die folgende Abbildung vergleicht die Aufbereitungsverfahren Dekanter und VakuSep an den Biogasanlagen 1, 3 und 7. Dargestellt ist die durchschnittlich erreichte Abscheideleistung in die Fest- bzw. Flüssigphase, basierend auf den unterschiedlichen Einstellungen. Der schwarze Balken visualisiert die Schwankungsbreite und zeigt die maximal sowie minimal erreichten Abscheideleistungen.
Die Ergebnisse zeigen, dass der Dekanter im Vergleich zum VakuSep höhere Abscheideleistungen in die Festphase erzielt. Bei gleichem Eingangssubstrat an BGA7 konnte der Dekanter eine bessere Nährstoffabscheidung bei gleichzeitig geringerer Rohmassenabscheidung erreichen.
Dekanter BGA 7
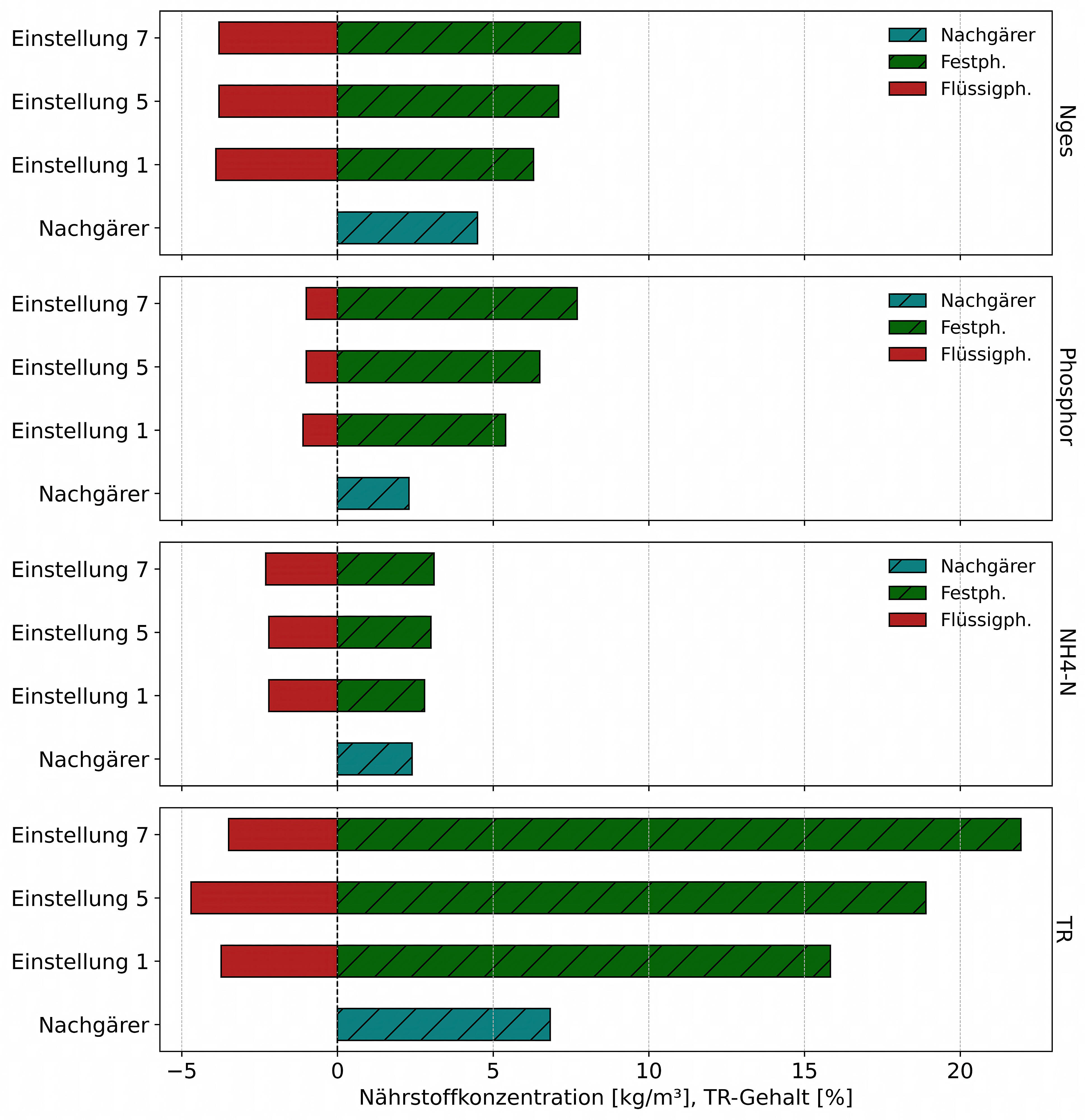
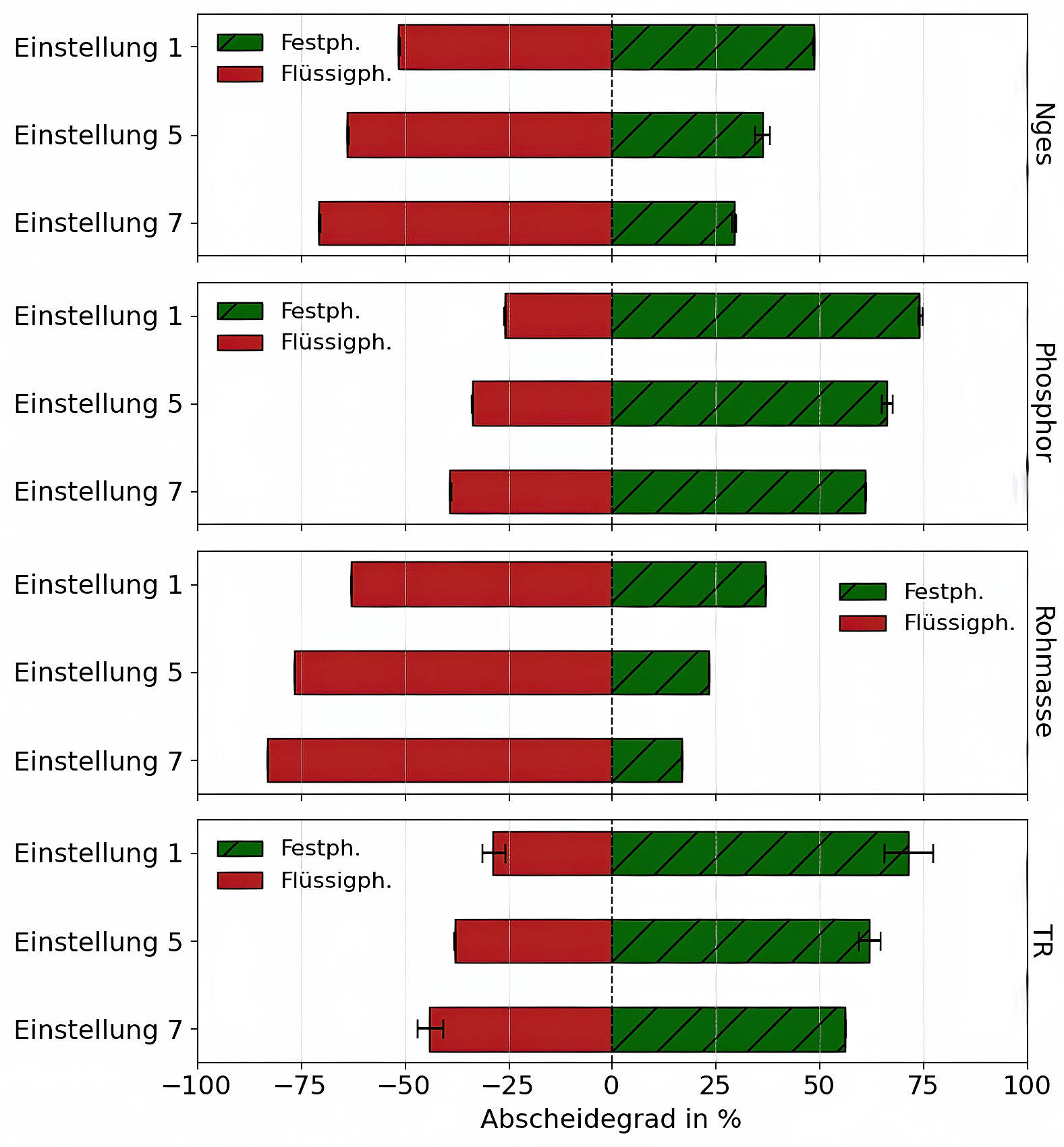
Die nachfolgenden Abbildungen zeigen die Abscheideraten sowie die Nährstoffkonzentrationen in der festen und flüssigen Phase eines Dekanters. Dargestellt sind die Parameter Nges, Phosphor, Rohmasse bzw. NH4-N und TR. Für die Nährstoffkonzentration wird zusätzlich die Konzentration im Nachgärer berücksichtigt.
Es wurden sieben Einstellungen untersucht, wobei die Differenzdrehzahl schrittweise erhöht wurde. Einstellung 1 entspricht einer niedrigen Differenzdrehzahl, die in den folgenden Einstellungen sukzessive gesteigert wurde. Dargestellt sind die Einstellungen 1, 5 und 7
Chemisch-physikalische Aufbereitungstechnologien
Nachfolgend werden die in den Versuchsreihen untersuchten chemisch-physikalischen Aufbereitungstechnologien vergleichend dargestellt. Dazu zählen die Luftstrippung und die Vakuumverdampfung.
Vergleich der Vakuumverdampfung an BGA7 und BGA5
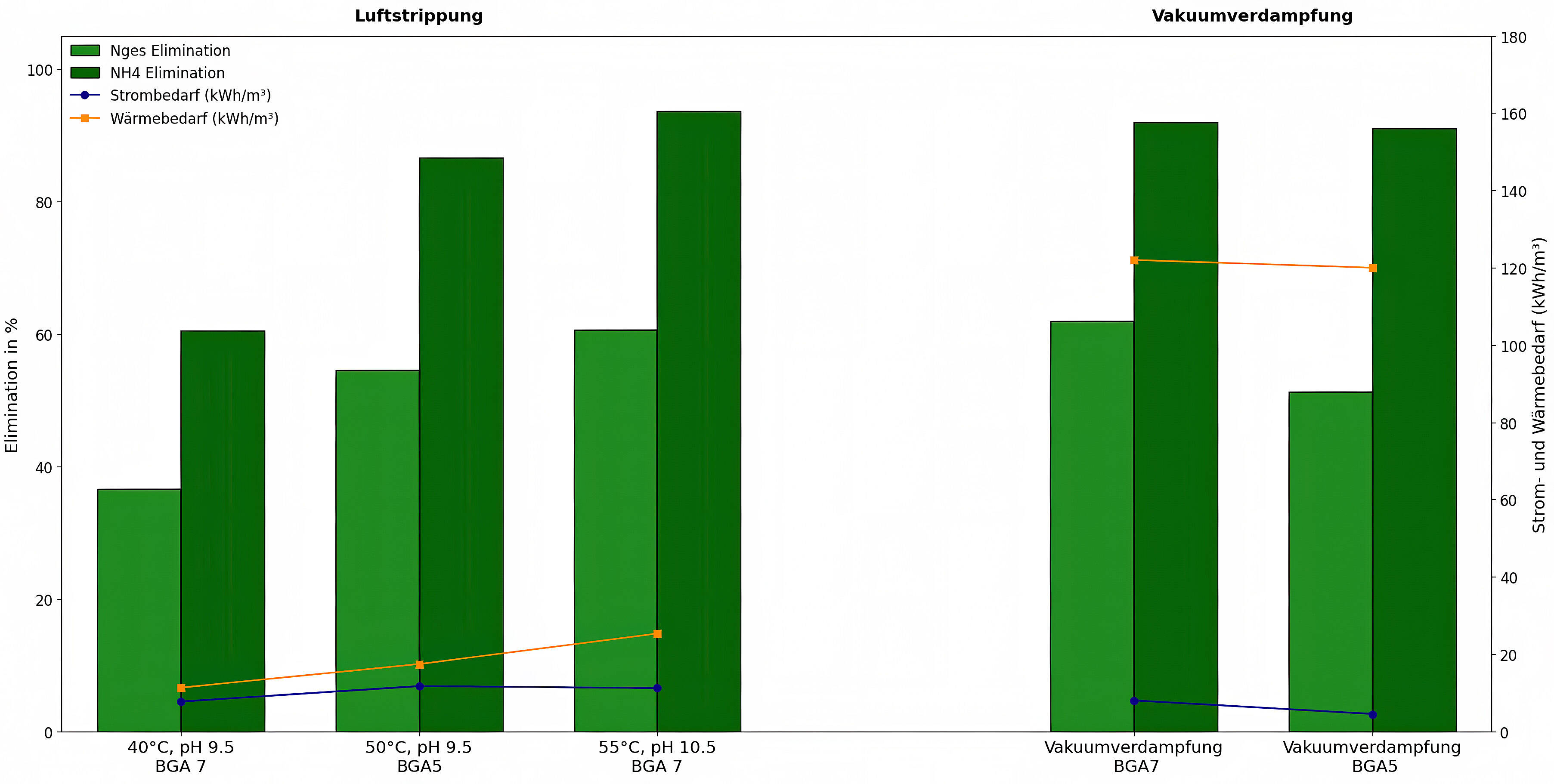
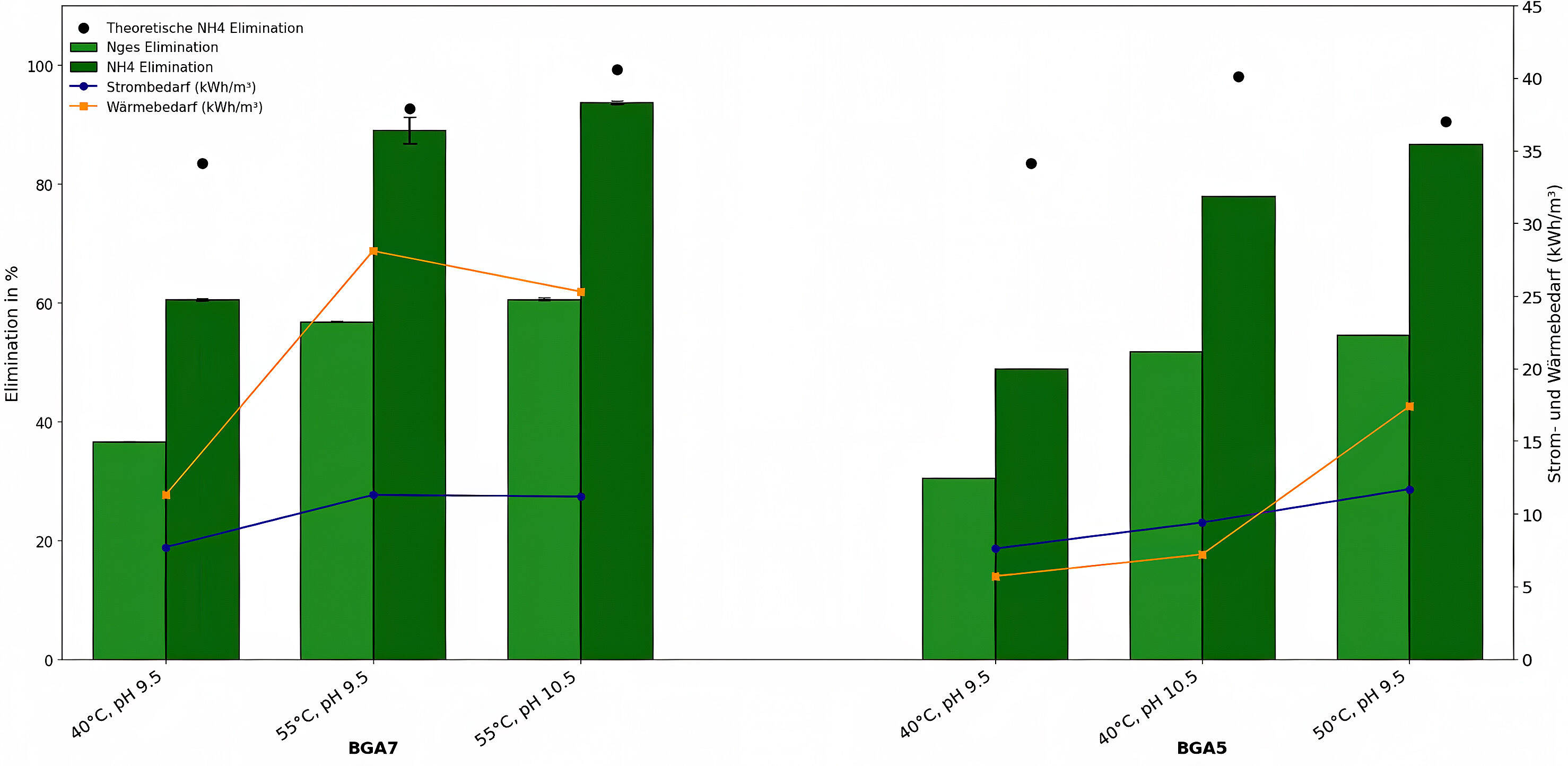
Die untenstehende Abbildung vergleicht die durchgeführten Strippungsversuche an BGA7 und BGA5, die jeweils mit unterschiedlich vorbehandeltem Gärrest durchgeführt wurden. Während der Gärrest an BGA7 mit einer Dekanterzentrifuge vorbehandelt wurde, erfolgte die Vorbehandlung an BGA5 mittels einer Pressschnecke.
Die Balken zeigen die erzielte Elimination von Nges und NH4 in den verschiedenen untersuchten Einstellungen. Zusätzlich ist die theoretische NH4-Elimination, basierend auf dem Ammoniak-Ammonium-Gleichgewicht, dargestellt. Die blauen und orangen Linien verdeutlichen den erforderlichen Strom- bzw. Wärmebedarf.
Die Ergebnisse zeigen, dass die theoretisch mögliche NH4-Elimination mit steigender Temperatur und höherem pH-Wert zunimmt. Gleichzeitig steigt mit der Temperatur auch der erforderliche Wärmebedarf. Einstellungen mit höheren Temperaturen von 50 bzw. 55 °C erreichen Eliminationswerte, die nahe an den theoretisch maximalen Werten liegen.
Vakuumverdampfung und Strippung:
Die Abbildung über den Vergleich der Luftstrippung mit der Vakuumverdampfung ist ähnlich aufgebaut wie die vorherige Abbildung. Hier wird die Luftstrippung in 3 Einstellungen an BGA5 und BGA7 mit der Vakuumverdampfung an BGA7 und BGA5 verglichen.
Die Vakuumverdampfung erreicht dabei ähnliche NH4 Eliminationen wie die Luftstrippung bei 55 °C und einem pH-Wert von 10,5. Auffällig ist der im Vergleich zur Luftstrippung hohe Wärmebedarf von ca. 120 kWh/m3 bei der Vakuumverdampfung. Dabei wird jedoch auch das Volumen auf 50 % reduziert.